山高刀具技术讲堂 | 成本与效率之间,优化切屑控制的5个方法
提起切屑,大家一定不陌生。经验丰富的生产人员可以根据切屑的产量、形状等窥见一个机加工生产车间的产能与主要的加工类型。优化切屑控制是刀具加工中的重要议题,今天我们将为大家带来关于切屑的简单分析与优化切屑控制的常见方法。
优秀的切屑控制应该避免对工件、刀具、操作人员造成损伤;避免生产中断;避免产生排屑问题。

什么因素影响着切屑的形成
良好的切屑形成能够产生螺旋状的短屑,普遍认为这样可以保证刀具的使用寿命较长、切屑的处理和排出更为便捷、零件加工表面质量更高,以及实现稳定、可靠且高效的切削过程。简单来说,理想的切屑应当具有易于操作的尺寸,并且在产生过程中无需耗费过多精力。

影响切屑形成的典型因素
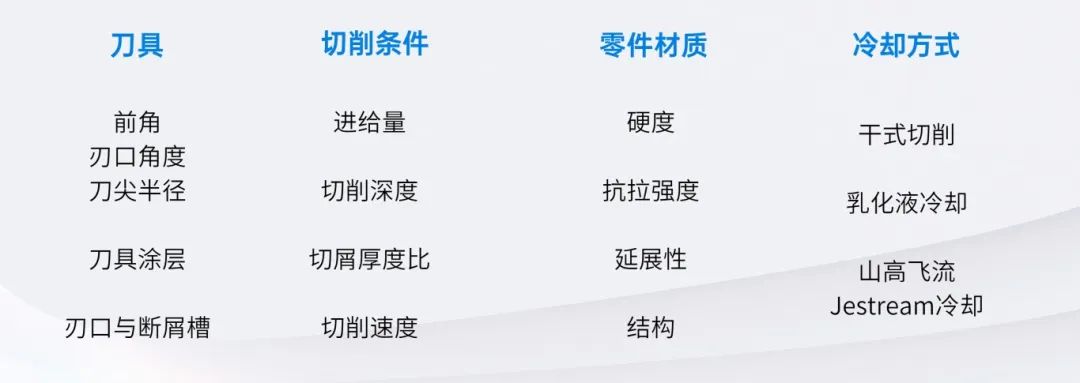
在实践中,有许多因素影响着切屑的形成。包括刀具的形状、切削条件、零件材质与冷却方式。
零件材质因素包括工件硬度和抗拉强度、延展性和结构考虑。这些因素无法修改,但我们必须考虑它们对切屑形成的影响。
冷却系统对切屑形成的影响非常随机。很难看到冷却方式对切屑形成的影响之间存在固定关系。一个例外是所谓的高压定向冷却(HPDC)系统,它明显导致切屑变得更短。这种类型的冷却系统应用于Seco Jetstream山高飞流车削刀具系统中。
刀具特征对切屑形成的影响是经常讨论的话题。在这里,主要重要的是前角和切削刃角、刀尖半径以及切削边缘和断屑槽的几何形状。较大的前角、较低的切削刃角和较大的刀尖半径会导致较长的切屑。涂层类型对切屑形成的影响并不容易明确界定。
切削条件可以直观地影响切屑形成,改变切削条件非常容易并有效。需要调整的基本切削条件是切屑厚度比或细长比。当切屑厚度比太小时,会产生所谓的方形切屑,这会在刀具尖端造成过高的负载,从而大大限制刀具寿命。过高的切屑厚度比会导致细长的带状切屑,这些切屑很难被断成短条。
切屑厚度比定义为切削宽度除以切屑的厚度。对于给定的进给量,切削深度应该足够大,以避免切屑厚度比过小或过大。小的切削深度与某些进给量相结合会产生方形切屑。过小的进给量可能导致无法断裂的带状切屑。
在实际操作中,切削深度通常是固定的。在这种情况下,进给量成为良好切屑形成的关键。避免过低的进给量导致长带状切屑和过高的进给量产生方形切屑。

山高飞流Jestream高压冷却刀具如何影响切屑形成。
左侧为传统刀具形成的切屑;
右侧为山高飞流Jestream高压冷却刀具产生的切屑。
切屑的形态
切屑可以根据横截面定义为4种不同的类型。
锯齿状、分段或非连续切屑
具有狭窄、直线、主要剪切区域的连续切屑,或在与刀具接触界面具有次级剪切区域的连续切屑
积屑瘤切屑
剪切切屑或短切屑
所有切屑都有两个表面。外表面呈现出光滑、抛光的外观,因为它在与刀具的前刀面摩擦——并导致磨损。每种切屑还有一个内表面,由工件的原始表面形成,呈现出由实际剪切机制造成的参差不齐、粗糙的外观。
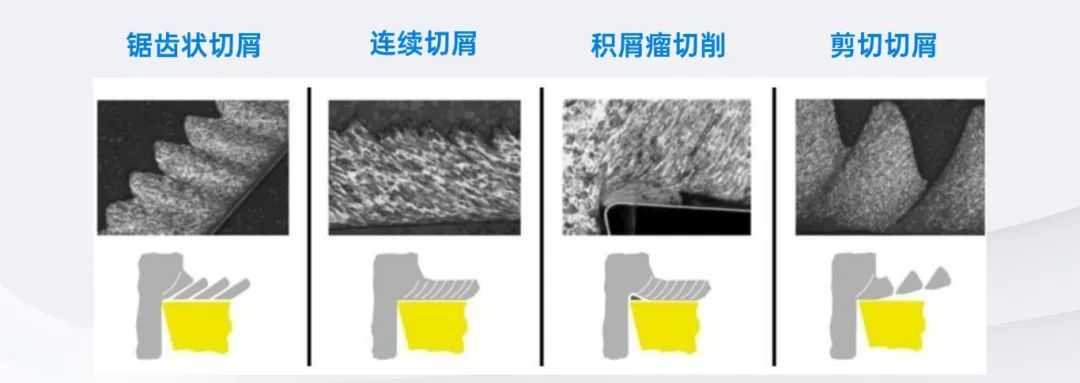
不同切屑形态的横截面
锯齿状或分段切屑,也称作非连续切屑,是半连续的切屑,它们在切屑上有大面积的低剪切应变区域和局部的、小面积的高剪切应变区域。这种类型的切屑常见于加工那些具有低热导率和强应变硬化特性的材料。例如,当加工钛这样的材料时,由于材料在应力作用下,尤其是在高温和应力共同作用下,其强度会增加。这些切屑的外观呈现出锯齿状的特征。
连续切屑通常在加工延展性材料时产生,如低碳钢、铜和铝合金。由于这些材料的塑性变形,会形成长而连续的切屑,这在切削过程中是非常理想的,因为它们能够带来良好的表面粗糙度,同时降低能耗并延长刀具寿命。连续切屑的形成通常与较小的切屑厚度、较高的切削速度、锋利的切削刃口、较大的刀具前角、光滑的刀具表面以及高效的润滑系统有关。但这些切屑不易于处理和排出,可能会以非常长的螺旋或螺旋状卷曲在工件和刀具周围,断裂时可能会对操作者造成伤害。由于刀具表面接触时间较长,会产生更多的摩擦热量。使用断屑槽有效解决这个问题。
变形主要发生在一条狭窄的剪切区域,这个区域被称为主要剪切区。在某些连续切屑中,可能会在刀具与切屑的接触面形成次级剪切区。随着摩擦的增大,这个次级剪切区会变得更加厚实。连续切屑还可能呈现出一个宽阔的主要剪切区,其边界呈曲线状。在变形区的下边界,由于侧面流动效应的影响,可能会下沉到加工表面的下方,这会导致表面扭曲,从而影响加工表面的质量。
当工件的小颗粒材料粘附在刀具刃口上时,就会形成所谓的积屑瘤。这种情况主要出现在软质和延展性较好的工件材料上,尤其是形成连续切屑时。积屑瘤会对刀具的切削效果产生影响。这些堆积物非常坚硬且脆弱,随着层层材料的累积,它们的稳定性会降低。当积屑瘤最终断裂脱落时,一部分会随着切屑一起被带到刀具的表面,而另一部分则留在已加工的表面上,导致表面粗糙度增加。
通过提高切削速度、使用前角、刃口更锋利的刀具、使用冷却液以及选择与工件材料化学亲和力较低的切削材质,可以有效减少积屑瘤的形成。
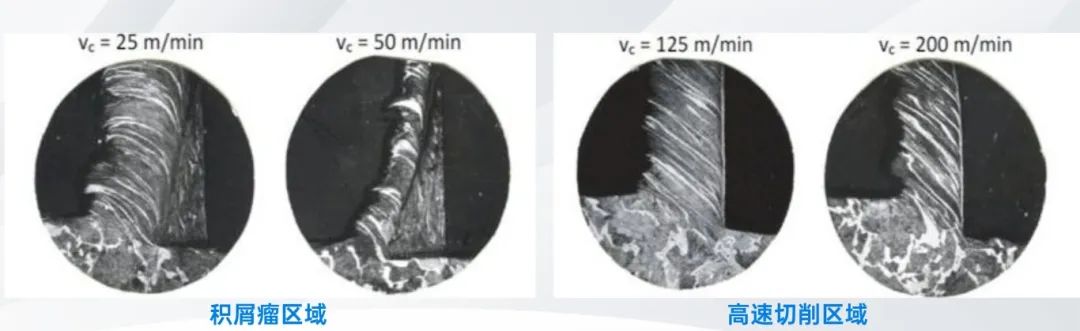
不同切削速度下积屑瘤和切屑的示例
剪切切屑或短切屑,也称为非连续切屑,是由相互分离的小段组成的。这种切屑通常在加工脆性材料时形成,比如青铜、硬黄铜、灰铸铁,以及那些非常硬或者含有硬质夹杂物和杂质的材料。脆性材料由于缺乏足够的延展性,无法进行显著的塑性切屑变形,因此会发生重复的断裂,限制了切屑的变形程度。
非连续切屑在脆性材料加工中,往往出现在切屑厚度较大、切削速度较低、刀具前角较小的情况下。在稳定性较差的机床上,短切屑可能导致加工过程中出现微振动,这是因为切屑的形成是断断续续的。这类切屑的一个优点是处理和清理起来比较方便。在脆性材料中形成这些切屑时,通常能够获得较好的表面光洁度,且功率消耗较低,刀具寿命也相对合理。然而,对于延性材料来说,非连续切屑会导致表面光洁度较差,并且会增加刀具的磨损。
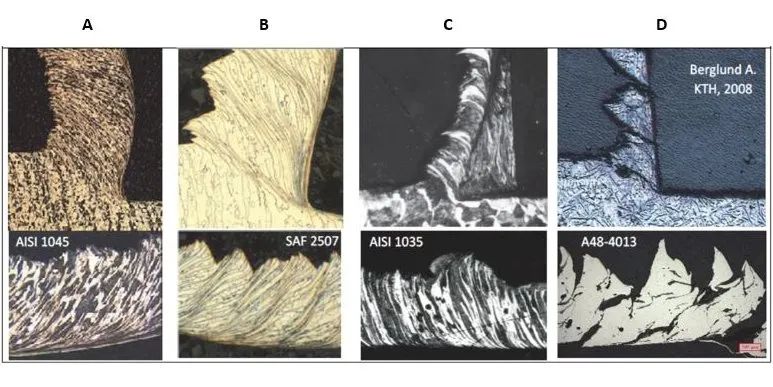
A. 碳钢连续切屑
B. 双相不锈钢锯齿状切屑
C. 碳钢积屑瘤
D. 铸铁非连续切屑
不同工件材料中切屑形式示例
断屑槽的几何形状
长而连续的切屑可能会对加工效率产生不利影响,存在损坏刀具、工件和机床的风险。此外,切屑排出问题可能导致生产过程中不必要的停工,同时给操作人员带来安全隐患。为了确保安全、便于清理切屑,以及防止对机床和工件的损害,应当将这些长切屑打断成小段。
切屑在形成过程中会根据多种因素产生弯曲或卷曲,包括:
1. 主要和次要剪切区内的应力分布;
2. 热效应;
3. 工件材料的应变硬化特性;
4. 切削工具的几何形状;
5. 冷却系统的影响也在一定程度上发挥作用。
简而言之,当前角减小时(即使用负前角刀具),切屑的弯曲程度会变得更加紧密,这会导致切屑变得更短且易于断裂。断屑槽的作用就是减小切屑的弯曲半径,从而促使切屑断裂成更短的片段。
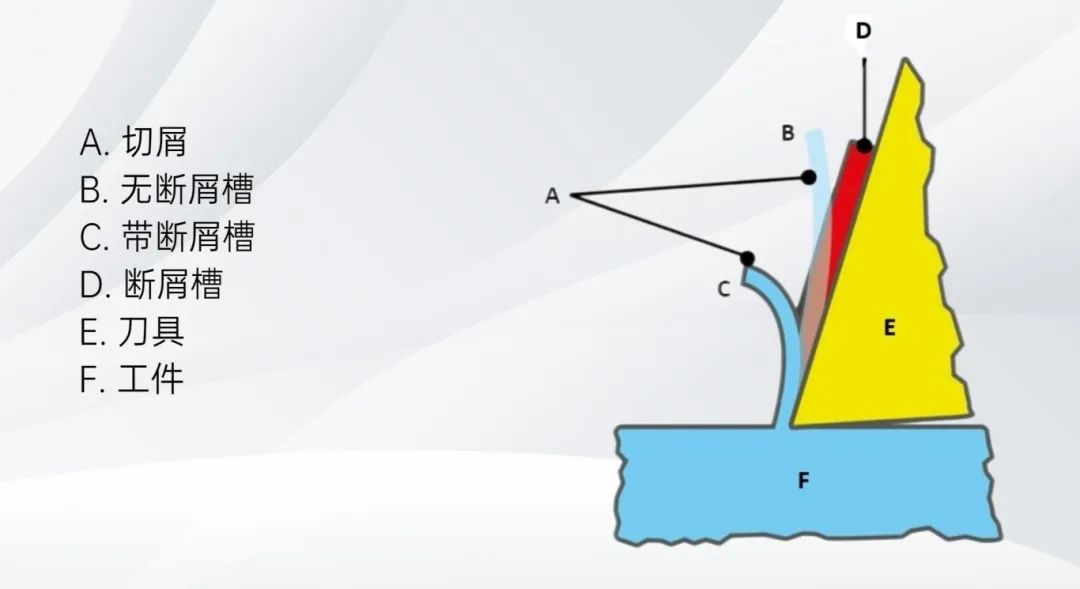
断屑槽几何形状的基本原理
根据加工类型、进给量和切削深度的组合以及工件材料的材质来选择断屑槽的槽型。

切屑形成的示例(所示槽型为Seco MF2)
左侧是进给量为f = 0.1毫米/转的操作;
右侧是进给量为f = 0.3毫米/转的操作。

A. 圆角处结构 B. 刃口处结构
不同类型的断屑槽示例
断屑图(参见下图)能够展示工件材料、切削条件、断屑槽型与切屑形态之间的关系。此图表指出了在选择切削深度和进给时所需考虑的因素,以便使用特定的断屑槽型加工工件材料。
水平轴表示进给量,它必须始终大于某一最小值(T-land几何的宽度)且应小于某一最大值(不应超过刀尖半径的一半)。垂直轴展示切削深度,它应始终大于刀尖半径,以促进良好切屑形成并避免方形切屑问题。此外,切削深度不应超过切削刃长度。在后一种情况下,建议采用安全系数,其取决于切削刃的强度。对于刀片,这些安全系数在切削刃长度的75%(对于方形或菱形刀片)到20%(对于顶部角度较小的复制刀片)之间变动。
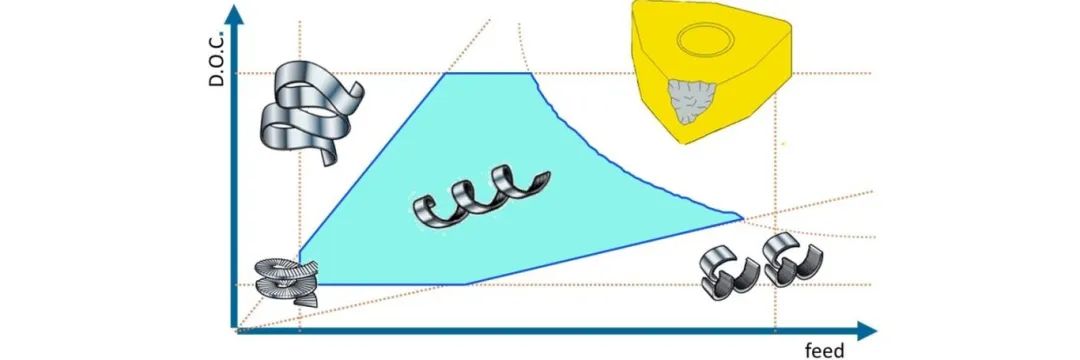
展示刀片槽型、切屑形状和切削力对进给量和切削深度所施加的限制
所有这些限制一起构成刀片的“断屑”区间
切削深度和进给量(即所谓的切屑厚度比)必须保持在一定的限制范围内。最大切屑厚度比应保持在某个最大值以下,以避免出现过长的带状切屑。切屑厚度比也应保持在最小值以上,以避免产生方形切屑。上图用两条斜线表示这些限制。切屑厚度比的最小值和最大值取决于工件材料。为尽量减少切削刃破损,切削力不应过大。上图用一条曲线表示了这一约束条件。
在上图的蓝色区域内,进给量和切削深度的每种组合都能产生形状正确的切屑。如果选择蓝色区域之外的组合,切削刃和断屑几何形状将无法正常工作。切屑会过长或过方,或者切削刃断裂量超过可接受范围。

切削速度对切屑形成的影响
上图展示了切削速度对切屑形成的影响。图中的水平轴表示进给量,垂直轴代表切屑类型。通常情况下,随着进给量的增加,切屑倾向于变短,尤其是在低切削速度下。然而,随着切削速度的增加,进给量与切屑形成之间的关系会降低。

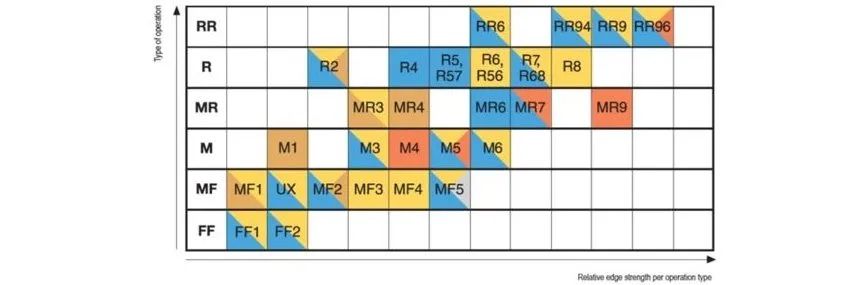
断屑图将断屑槽型与其应用相关联。
水平轴表示相对刃口强度。
垂直轴显示了该几何形状适用的加工类型(F = 精加工;R = 粗加工)。
各种ISO定义的颜色代表特定材料组,显示了在这些几何形状中将表现最佳的工作件材料类型:蓝色代表钢材,红色代表铸铁,黄色代表不锈钢,橙色代表超级合金,灰色代表硬钢。
上图所示的断屑图提供了一种图形化的表示,将不同类型的断屑槽型(命名为FF1、FF2、MF1……RR97)及其应用相互关联起来。这个图表将不同的断屑槽型按照其切削刃强度和应用进行排名。水平轴代表槽型的相对切削刃强度。在一定程度上,它也指示了某些槽型适用的进给量。
垂直轴代表应用类型,从精加工(小切削深度)到粗加工(大切削深度)。在一定程度上,垂直轴代表某些槽型适用的相对切削深度。刀片实际尺寸——切削刃长度——也会影响有效切削深度。各种ISO定义的颜色表示哪些工件材料适合这些槽型。
图中的槽型位于左下角时,切削刃非常锋利,能够产生短切屑,但也具有较低的切削刃强度,因此需要同样较低的切削条件(切削深度和进给量)。相反,图上右上角的槽型具有强壮的切削刃,可以与高切削条件一起使用,但它们倾向于形成长切屑。
优化切屑控制的5个方法
确定过程优化的优先准则:生产率或成本考量。
如果切屑形状可以接受,转到步骤5。
如果切屑过长,转到步骤3。
如果切屑过短,转到步骤4。
如果生产率是关键,增加进给量。
如果成本效率是关键,更换更加强壮的槽型。
保持进给量在断屑槽型的范围内。
转到步骤5。
如果生产率是关键,更换断屑槽为更锋利的槽型。
如果成本考量是关键,减少进给量。
保持进给量在断屑槽型的范围内。
转到步骤5。
对成本的考量优先,则降低切削速度。
如果生产率优先,则增加切削速度。

(山高刀具)
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈

