ZEISS SURFACE INSPECTION SYSTEMS - 表面检测系统
——全自动表面检测系统的优势

表面检测系统的优点
产品表面质量在产品整体质量中占有极大比重,因为外观的质量最易为用户 察觉,任何表面质量问题会给产品来不良的印象。市场竞争日益激烈的当今, 拥有无暇表面质量的产品将在市场竞争中脱颖而出,为企业赢得最终的胜利。

您是否期望在车身生产流水线上即时检测出产品表 面材料缺陷?本白皮书将为您提供此方面的详细信息。
根据当今最新技术标准,自动化车身表面检测指运用 光学检测手段对车身部件进行在线检测。
.
传统的油石打磨检测法,需要质检员使用油石打磨 部件表面,从而使缺陷“可视化”,然后根据质 检员的经验,用肉眼进行缺陷识别。
如今,采用光学检测技术进行表面质量检测将很好的解 决表面检测难题。
“外观” 质量与影响
产品表面/外观是产品质量的重中之重,用户的“第一印象" 将决定对产品的整体质量评价以及采购意向。 市场竞争日益激烈的今天,汽车产品的表面质量好坏,将成为决定竞争胜负的关键因素之一。 各工件生产过程复杂,经过多道工序,影响产品质量的因素也是多种多样,尽早进行表面检测,客观识别质量缺陷,对于提高 优良产品比率,降低次品率及其重要。
问题
汽车钣金件等工件表面形状多样而又复杂,用传统检测方法,很难在冲压车间或车身车间直接识别表面缺陷。 质检员/表面质量检测员,利用油石打磨等传统方法进行质量检测渐渐不适应行业的发展需求。尤其对于同时拥有凸起和凹陷特 征的复杂工件来说,传统检测方法尤其不适用。 如今钣金件/工件表面自由曲面多,采用传统油石打磨方法进行上漆相关缺陷检测,因工件轮廓曲度问题,无法获得特殊区域的 准确数据。
人为因素
整个质量检测过程中,不可忽视质检员自身因疲惫,压力或其他个人因素,对检测结果的主观影响。基于经验对缺陷区域做出 的判断毕竟属于主观性的判断,因人而异。即便使用限度样品:即已经经过缺陷评估的工件作为标准,进行比对,但比对过程 依然是由操作人员主观做出的结论,结果受质检员本身的主观因素影响较大。 因此,采用表面检测设备进行独立客观的表面缺陷/异常识别与分析将能避免主观因素,得到客观结果。如今,该检测手段已得 到越来越多的重视,并逐步代替了人工的检测方法。
外观瑕疵与不良影响
产品表面异常或瑕疵若未能及时检测出来,将给用户留下“质量很差”的糟糕印象,产品返工也费时费力。因此,表面质量检 测宜早不宜晚。被用户发现的表面瑕疵将对产品形象产生无法估计的负面影响,
综上,避免质量损失的关键是在前道工序即进行客观的相关表面质量缺陷/瑕疵识别与分析,确保产品质量的稳定性与优良性。
因此,可靠识别表面缺陷,进行客观合理的归类,避免“假性”缺陷这三点非常重要,是降低返工率与不合格产品拒收率的关 键。

在生产流程各工序进行返工的成本曲线
解决方案
用当今最新技术标准衡量,自动化表面质量检测系统指的是使用光学扫描技术进行检测。 传统的表面质量检测是使用油石打磨工件表面,使缺陷放大到肉眼可察方式,人工鉴定识别表面缺陷。
最新光学检测手段使用光学技术(人工或全自动操作系统),检测识别各种缺陷类型,严格按照用户设定的缺陷分类标准进行 缺陷分析与评估。

质检员使用油石打磨工件,进行人工表面质量检测

用光学方式进行全自动表面质量检测
缺陷类型
表面缺陷/瑕疵主要有两大类:
1. 材料缺陷
2. 表面缺陷 材料缺陷指存在于材料本身,非由生产过程造成的缺陷或瑕疵。
表面瑕疵,顾名思义因机械力的影响而出现的缺陷或瑕疵,有时亦在成型工序后以材料缺陷的方式表现出来。 使用技术领先的光学检测系统检测出来的缺陷类型可见参下图。因空间有限,仅选取列举几种典型的最常见的瑕疵类型。 除此之外,表面检测系统还可识别其他多种缺陷类型如流痕,凹坑,氧化皮,压痕等。同样也可用于检测间歇性缺陷。
凸起 凹陷 压痕 波纹 缺口 裂缝
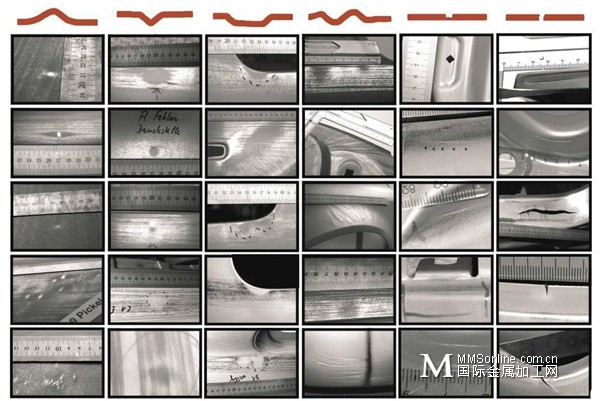
部分缺陷类型--选自缺陷列表
检测原理与硬件
当前最有发展前景的表面检测系统的当属德国 ZEISS Optotechnik 公司研发生产的白光三维成像表面检测系统了。
对被测件表面施加特别照明,检测系统在几个毫秒内即可获取相关数据。曝光时间短,使得检测受环境
,振动等的影响很小。使用机械臂等进行移动测量时,还有高达每秒 5 米的速度补偿设置。
人性化设计的先进的检测系统还配备额外相机或曝光部件针对某些特别的缺陷进行检测。从而使得用户的各种检测需求,即便 是再苛刻的检测需求亦可得到满足。
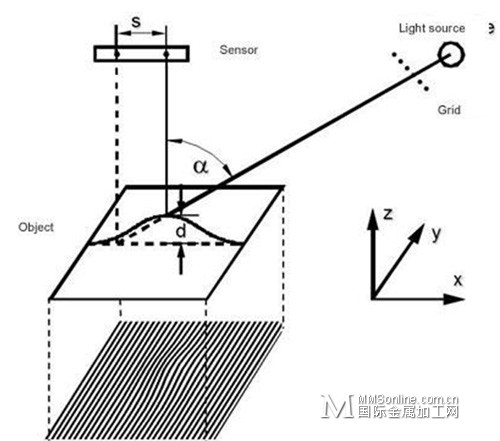
检测原理图
检测分析软件
检测分析软件应具备既能检测单一部件表面缺陷又可检测组装件(如整个车身壳体)表面瑕疵的功能。 检测过程既可在单独离线车间进行,亦可使用机械臂进行全自动在线检测。
毋庸置疑,检测软件应具有辨识大量不同缺陷种类的功能。如,压痕,凹凸,划痕,抛光痕,夹具印,起皱, 错位等等。质量相关的缺陷类型如缺口,裂痕等都可准确,可靠地识别出来。 其他特殊的评估功能如深度分析亦需准确可靠。从而不仅可识别缺陷种类更可获取缺陷的尺寸特征。
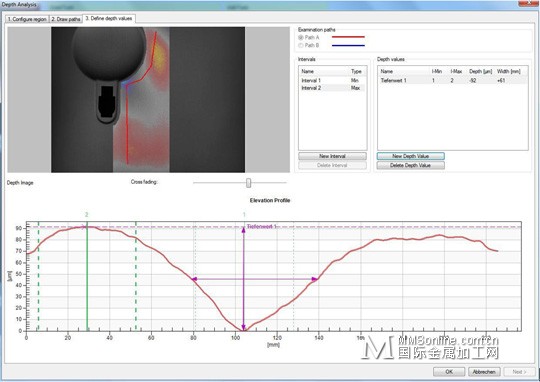
凹痕的深度测试
检测结果与评估
若用户设定的质量缺陷分级规范已经存在,则表面检测系统不仅可记录检测出来的表面缺陷,亦可根据已有缺陷分类体系进行 客观可靠的缺陷分类与定性。
检测过程最好根据实际工作流设计定义。根据油石或其他检测工具检测出来的缺陷进行分类。 最好有虚拟限度样品数据存储在软件中,这样无需库存大量的实际样品。 每个限度样品应编辑一个软件模版,在检测过程中可以简单地随时调取使用。
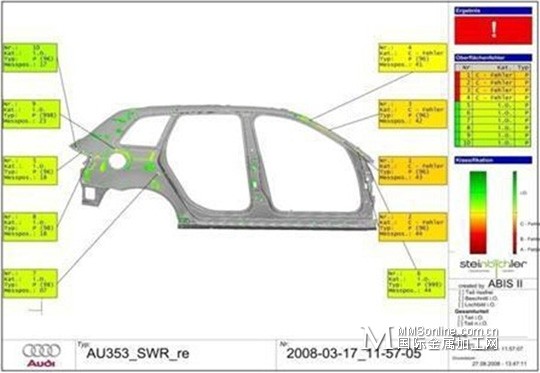
车门侧板检测报告
结论
现代表面检测系统可在任何时候提供检测结果,无论是最初的工具定义阶段还是上漆前组装阶段。这些结论应具备 客观性,一致性,并满足质检的具体要求。
自动化检测系统的过程设定则应该根据实际检测流程设计,这样既符合一贯的检测方针又容易被质检员接受。
只有根据实际检测流程设计的自动化检测系统才能被生产过程中各个使用部门接受,并对提高产品性价比(降低成 本)做出巨大贡献。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈





