山高刀具联手软件,让铣削更快速!
在帮助提高利润率方面,提高刀具速度和延长刀具寿命起着非常关键的作用。而现在,新的刀具效率参数甚至超越了机床制造商最理想的性能参数。

低效的刀具路径是机床制造商经常遇到的问题。当材料难以加工时,通常意味着不能发挥刀具的全部潜能,进而可能影响加工质量,并浪费宝贵的时间和金钱。
为了提高利润率,很多公司想方设法使加工速度加快一些,或使刀具寿命延长一些。但是,德国公司SolidCAM 表示,他们可以大幅提升能,并且其性能参数超出机床制造商的理想性能参数。结果表明,加工速度提高了 70% 至 80%,刀具寿命也高达五倍。
那么, SolidCAM 成功的秘诀是什么呢?
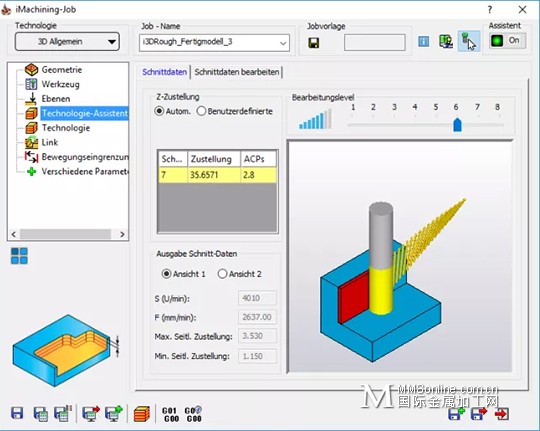
iMachining 软件
答案是一款可以最大限度地发挥山高刀具潜力的智能软件,以及它与山高的战略合作伙伴关系。凭借这种关系,SolidCAM 可以请求刀具制造商以其丰富的经验帮助改进这种尖端技术并进一步提高效率。
自从 SolidCam 推出 iMachining 以来,制造商已经提高了速度、加速度、精度和控制以与之匹配,Gürsel Demircali 表示。
SolidCAM 于 1994 年在德国南部小镇施拉姆贝格成立,并于 2011 年取得 iMachining 软件的专利权。iMachining 是一款汇集了所有不同加工操作的程序。不仅如此,它甚至还可以优化每个加工操作,从而以最高效的方式使用相关的刀具。
例如,通过部署高级粗加工,可以发挥刀具(如山高 Jabro-Solid² 立铣刀)的全部潜力。这意味着不会将时间浪费在低效的刀具路径上。该软件根据获得专利的变形螺旋来计算 G 代码,从而将刀具置于正确的路径上,并且逐渐符合所加工工件的几何形状。这最大限度地延长了刀具的实际切削时间,因此为最终用户带来了更高的加工效率。“ 我们特别擅长处理难以加工或非常坚硬的材料,如 65 HR ColidCAM 德国西部区域经理 Gürsel Demircali表示。同时,他认为 SolidCAM 的局限性主要来自于机床,很多机床的动力不足。不过,他补充说市场正作出回应:“自从我们推出 iMachining 以来,制造商已经提高了速度、加速度、精度和控制以与之匹配。”
用于高级粗加工的刀具必须满足高规格要求。由于智能刀具路径允许更深的加工,因此可以增加切削深度;产生的切屑更多、更大,必须通过分屑来优化切屑处理;前部槽型设计必须提供最佳的进刀角度;涂层必须能够处理新参数。
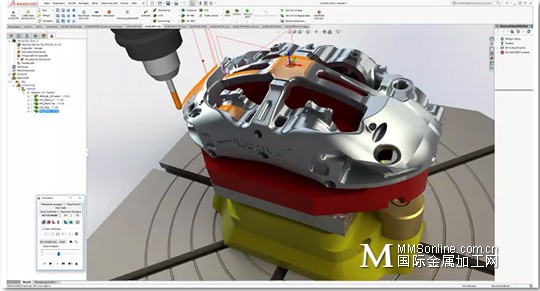
但这对于 SolidCAM 来说都不成问题。SolidCAM 销售总监 Dirk Klinge 解释说:“我们提供用于 2.5D 到 5 轴同步铣削、车削和车铣复合加工、甚至钢丝切削的模块,以便为客户提供能够满足其需求的适当软件。”
SolidCAM与山高的 Jabro-Solid² 产品配合默契。“山高是一个不错的合作伙伴。”Demircali 说。“他们已经拥有高性能刀具解决方案,并与我们一起开发新技术。我们有良好的人脉,分享有关新开发项目的想法,我们很高兴山高为我们的合作做出了如此多的努力。”

山高 Jabro 产品系列经理 Ruud Zanders 表示,山高与 SolidCAM 一起开发和测试了新系列的Jabro 立铣刀、JS564 和 JS565。
他补充说:“我们现在能够允许刀具以更高速度加工:锥形芯可以提高强度,新前端齿设计允许更快的螺旋插补,分屑槽可防止材料淬火,并且新 NXT 涂层可用于众多不同的材料。”

山高 Jabro 产品系列经理 Ruud Zanders
SolidCAM 现已在 50 多个国家/地区获得了20000 多个营业执照。在其 75 名工作人员中,有30 名是遍布德国各地的应用技术人员,他们拥有丰富的机床操作经验。这样,工作人员可以随时向有疑问的客户精确展示该软件如何发挥其优势。
事实上,SolidCAM 成功的关键在于编程的简单性。
“iMachining 真正的独特之处在于,操作员可以自己设置程序 – 您不需要专业的程序员,”Gürsel 说。“我们认为,这种可以让刀具不断切削的智能刀具路径,在未来四到五年内将占所有整体铣削应用的 25% 到 50%,”Ruud Zanders 说。
高级粗加工
* 使用 Jabro Solid2 JS564 和 JS565 的高级粗加工
* 通用 NXT 涂层适合所有工件材料
* 高可靠性意味着长久的刀具寿命,甚至是在深切削时,也是如此
* 极高的切削速度得益于充分利用整个切削长度
* 更低的刀具成本和更少的刀具磨损
* 安全过程得益于优化的切屑处理
刀具系列:
* 整体硬质合金铣刀 JS564-2C,APMX 2.5 x DC,z = 4,圆柱柄和侧固柄,带断屑槽
* 整体硬质合金铣刀 JS564-3C,APMX 3.5 x DC,z = 4,圆柱柄和侧固柄,带断屑槽
* 整体硬质合金铣刀 JS565-2C,APMX 2.5 x DC,z = 5,圆柱柄和侧固柄,带断屑槽和不带断屑槽
* 整体硬质合金铣刀 JS565-2C,APMX 3.5 x DC,z = 5,圆柱柄和侧固柄,带断屑槽和不带断屑槽
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈

