SGS Tool公司针对航空航天领域进行外形优化的铣刀
航空航天工业领域通过国际间技术引导和策略性关键技术的融合,目前正以每年约28.4亿欧元的销售额成为推动欧洲经济增长的一个重要引擎。根据联邦德国航空航天工业联合会(BDLI)统计,仅在德国就有100000多人直接在该领域工作。尤其是刀具行业,在面对层出不穷的新材料和如何在确保高质量及高效率的前提下继续提升资源效益的要求时,更加着力于开发创新型刀具技术方案和加工策略。
SGS Tool公司专门为航空航天、赛车和汽车以及制药行业提供高科技材料。除了能够提供适合各种应用场合的技术和材料之外,该公司还提供针对这些应用场合的特殊刀具设计服务。SGS Tool公司不仅在整体硬质金属刀具领域,同时在先进的涂层和专门的低温技术领域颇有建树。
诸如碳素纤维强化塑料(CFK)和玻璃纤维强化铝材等复合材料,被大量应用于轻型结构产品中,这是因为很多应用场合需要采用体积小、重量轻且具备高负荷能力的零件。尽管航空航天领域越来越多地使用复合材料,但在复合材料的加工策略方面仍存在着巨大的技术优化潜力。例如,从第一个钻孔到最后一个钻孔,所有的钻孔都必须干净且顺滑,钻孔直径必须满足公差要求,这是因为极细小的纤维残留物在铆接之后都有可能造成铆接处松动等严重后果。
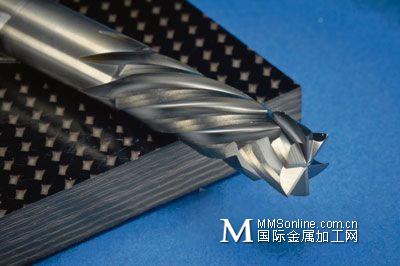
图1 无论是未涂层还是采用特殊金刚石涂层,所设计的CCR系列HM压缩铣刀非常适用于对复合材料的加工
在大多数情况下,硬质碳素纤维材料在切削加工时会产生很大的磨损,唯有切割材料和高强度涂层才能起作用。因此,在对复合材料进行切削加工时,其高度磨损性就要求切削刀具必须采用特殊涂层,例如SGS金刚石结晶体涂层。有时,人们需要使用更加坚硬和耐用的刀具。所以该公司开发出了一种特殊的PKD解决方案,例如SGS公司与空客合作,从其标准产品中选出20CCR系列(Router碳纤维复合材料)HM压缩纤维材料产品(图1)与现场碳素纤维强化塑料干式真空加工中的键槽铣削工艺要求相匹配(径向切割深度:12mm;轴向切割深度:5mm)。
材料的高磨损性要求切削时采用特殊涂层
所设计的复合材料加工铣刀可以通过相对的螺旋角度把切割力引导到工件的中间位置,从而解决了分层的问题。新型CCR未涂层刀具具有改良的设计特征和最佳的加工条件。其特殊的切割几何外形显示出刀具良好的边缘状况。在对复合材料进行切削时,纤维材料不会从较软和对温度较敏感的心层开始剥离,这就避免了零件结构受损的风险。与以往的PKD方案相比,该刀具的使用寿命延长了59%,达到了空客公司的要求。

图2 Z-Carb系列铣刀适用于对高耐热性钢材、超级合金钢和钛金属的加工
加工钛金属时产生热感应应力
在轻型结构中,CFK材料和钛金属材料及其合金材料是属于非常成功的一组材料。其化学特性决定了它们不会发生接触腐蚀,因此这两种材料可以很好的进行组合使用。但是这些优点也需要付出代价,这是因为通过切屑和工件所能达到的散热效果较差,刀片需要承受很大的热负荷,因此在加工钛金属材料时,会在刀具上形成热感应应力。层状切屑所造成的膨胀负荷大,因材料硬度大而造成的刀片边缘的点压力载荷也较大,这些因素会造成刀具快速失效。
为了实现对钛金属、高耐热钢和超级合金钢的加工,SGS公司扩展了其产品范围。一家飞机制造商向这家刀具公司求助,以便实现对一种特殊的钛金属涡轮部件的键槽进行更加快速、高质量和更低费用的加工。在对应用条件进行分析之后,飞机制造商决定采用Z-Carb-AP铣刀进行粗加工并采用一种特殊的V-Carb铣刀进行整体精加工。

图3 SGS Tool公司参与了一项名为Bloodhound火箭汽车的项目,并提供了针对铝材的加工刀具
Z-Carb系列铣刀采用不对等的螺旋角度以阻止振动现象,并采取不均等的刀片分布来抑制噪声(图2)。可调的切割角度有助于形成理想的切屑形状。特殊的边角曲率外形和很小的曲率半径公差可以确保更高的边缘精度和更好的切割性能,并降低切割边缘的负荷。一种很硬的具有很好附着性的Ti-NAMITE-X刀具涂层即使在高温条件下,也能延长刀具在加工钛金属材料时的使用寿命。
针对精加工要求而经过改良的V-Carb系列铣刀具有特殊的几何外形和特殊的切屑形状。这种改进有助于实现无振动的精加工和最佳的表面质量。采用Ti-NAMITE-A涂层的刀具可以抵御在切割热导性很差的材料时遭遇的高热量。在完成最佳化磨削时,每个工件的加工时间最多可以缩短12h。这对于用户来说,相当于每年节省约6000h。同时,每个工件的加工成本可降低1200欧元。
针对NE和非金属材料切削的三刀刃立铣刀
体育赛车和航空技术领域的主流企业都在向SGS Tool公司寻求技术解决方案。其中一个特别的项目则是Bloodhound火箭汽车(图3)。英国飞行员Andy Green计划将于2015年采用这种混合型火箭汽车创造一项新的公路汽车纪录,其速度纪录将达到约1600km/h。作为该项目的技术合作方,SGS Tool公司提供火箭部件和燃料泵元件所用的加工刀具。

图4 S-Carb三刀刃立铣刀可用于对NE和非金属材料进行切削加工
属于此类的刀具包括用于铝材加工的S-Carb APR和APF立铣刀(图4)。所设计的三刀刃立铣刀适用于对NE和非金属材料的高速切削加工。由于采用特殊的几何外形和新式切屑控制技术,这种铣刀可以达到很高的同圆度,有效阻止刀刃膨胀,实现更高的加工精度和更长的刀具使用寿命。
S-Carb APR系列铣刀特别适用于对铝质结构工件的高效粗加工。通过采用一个90kW加工轴,可以达到9000m3的单位时间切削量。作为一项法则,加工轴的功率每达到10kW,切削量就可达到1000m3/min。S-Carb APF系列铣刀在缩短对薄壁铝型材加工时间的同时并不会造成材料变形,从而达到预期的精加工效果。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈