改进涂层让车削刀片发挥更大效能
“工欲善其事,必先利其器”,这句古话对切削加工而言,“器”指的是刀具和机床。机床使刀具和工件作必要的相对运动。而刀具则在相对运动中切削工件,它作为利器,既要有好的材料,又要有先进合理的几何形状。对车削刀片来说,材料包括基体材料和涂层材料,几何形状则和断屑槽设计密切相关。用户有的需要着重提高车削钢的效率、稳定性,有的则需要有较广阔的通用性,对于刀具制造商而言就应从不同的方向去研发用户对这些新产品的不同需求,以满足他们个性化的差异。
本期中,通过一些共性问题的剖析,将分别进行阐述。
涂层与刀片
刀片的损伤形式主要分为磨损和破损(崩刃)。涂层硬度高低和厚度直接影响刀片的耐磨性,其韧性则会影响刀片承受冲击的耐破损性。切削时,刀片表面粘结物的形成和在持续加工时,被强制脱落也会造成磨损和破损。涂层材料在耐热、耐化学物方面的稳定性越好、被切削材料的亲和性越差的情况下,就越不易产生粘结和相应的损伤。涂层的导热系数也很重要,它是涂层物质在加工时生成切削热后的导出能力,导热系数值低,热导出能力则差,使热难以传入刀片,将热传给切屑随之排出,可以减少刀片的热磨损。
在硬质合金等基体材料表面涂敷数微米硬质物质,可使切削刀具获得基体材料的韧性,并兼备所涂硬质物质的高硬度。一般涂层厚度不超过刀片厚度的0.2%就可使刀片及刀具的切削性能发生很大的变化和提高。所以涂层刀片及其刀具的应用越来越广。不同的情况下,通过沉积不同的涂层,可以提高各种条件下的切削效率,延长刀具寿命。现在无涂层的刀片及刀具仅用于某些特殊防粘结的加工与非铁金属加工等情况,以及要求低成本的场合。
涂层一般分化学气相沉积CVD(Chemical Vapor Diposition)和物理气相沉积PVD(Physical Vapor Diposition)两种方法。CVD涂层生成的基本原理是在高温(900-1100℃)炉中,送入含化合物的气体,使它在被涂物体的表面产生化学反应,而在其表面沉积硬质物质的方法。PVD涂层的生成原理则是利用真空附着,通过离子镀、溅射、离子混合等物理方法,在较低温度(100-700℃)条件下,在被涂物体表面沉积硬质物质的方法。
CVD涂层由于处理温度高,故只能涂在耐高温的基体材料上。CVD涂层与基体的结合力强,可形成较厚的涂层。通过更换原料气体,还可以在同一处理炉中,连续涂敷多种物质。故能用于高速、大进给、大切深以及单位时间要求去除材料体积较大的情况下。一般情况下,车削用刀片主要用CVD方法沉积涂层,以提高其切削性能。由于它和基体材料的热膨胀系数不同,易产生拉伸残余应力。这对刀片的耐破损性耐疲劳性不利。
再来看看PVD涂层的优点,其可在较低的温度条件下进行涂敷,因此对基体耐热性要求低,涂敷时刀刃强度韧性不降低,涂层较薄,涂层膜上产生压缩残余应力、耐破损性耐疲劳性也较好。按ISO国际标准,切钢用的刀片材料标为P、不锈钢为M、铸铁为K、有色金属为N、耐热钢为S、高硬钢为H。每种材料按其性能成分又分为01,10,20,30,40几类。号码越小则越硬,越大越韧。如切钢用的刀片材料注为:P01,P10.....P40,其余类同。针对不同材料不同切削条件,应用与不同代号相当材料的刀片去加工。
涂层材料与断屑槽的奇妙组合
本文先介绍三菱公司新开发的高效率、高稳定性车削钢用的CVD涂层的MC6000系列刀片。其中包括适切硬度较高(相当P10上下)的MC6015涂层;适切中等硬度钢(相当P20上下)通用性好,兼备一定硬度和韧性的MC6025涂层;适切断续表面、韧性高的(相当P30-P40)MC6035涂层刀片。
CVD涂层开始只有单层的TiC,TiN等。后有了双层,甚至多层。之后又出现了包含强韧厚膜,纳米结构的多层等。每层各有其相应的功能。图1是新开发这种先进系列中MC6015涂层结构的剖面图及各层主要功能。

图1:MC6015 的涂层结构
图1中可见其最外层是超平滑的涂层表面,粗糙度非常低,在1μ以内。化学稳定性好,能抗粘结,耐磨,能在加工过程中保持正常磨损,实现稳定切削,并能防止粘结引起崩刃等突发损伤。表层下面是Al2O3涂层,这一涂层出现的一个很大的优点如图2,3所示,它在低温时硬度相对低,磨损大。在高温时却显示硬度高,磨损相对比其他涂层少。图3中显示,高速切削产生高温时,热扩散率降低,导热变难,减少了热传量入刀体,使热量大部分传入切屑随之排走,再加上Al2O3还具有优异的抗粘结性能,因此是高速高效切削的理想涂层材料。
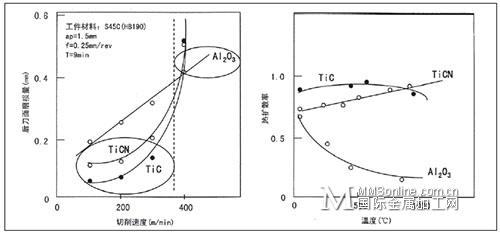
图2:切削速度与后刀面磨损 图 3:温度和热扩散率
MC6000系列各涂层均有Al2O3层,沉积时又对它采用了最新的“厚膜纳米结构”和“晶体成长控制技术”(图4),与以往相比,晶粒细化了,生长又控制在一个方向,可同时提高硬度和韧性,并能与下面的TiCN涂层结合得更紧密(图5)。Al2O3层下面的TiCN层也是纳米结构,沉积时控制使其结晶生长形成强韧的纤维结构(图4)进一步增强其耐破损能力,使在高速条件下,整体的耐磨耐破损性能进一步得到提升。
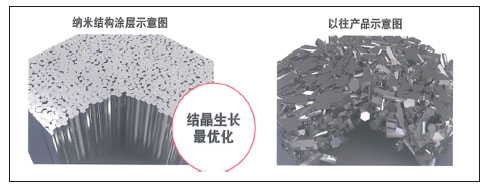
图4:结晶生长控制在相同方向
MC6025,MC6035 和MC6015相比由图6可知各层成分基本相同,但每层组织、结构、厚度有所不同,MC6015的Al2O3膜层最厚,硬度最高,可用于切削较硬的钢材。切削速度可达到300m/min,甚至350m/min 以上。MC6025,MC6035的硬度比MC6015低,韧性则要更高。MC6035的韧性最高,用它可实现强断续表面的高效稳定加工。

图5:层间结合力强
如之前所提到,CVD涂层易生成拉伸残余应力,以往的产品加工时,拉伸应力造成的龟裂,会直接延伸到涂层内部,是造成破损的原因。但先进MC6035的组织结构可成功缓和拉伸应力,分散断续切削的冲击,抑制破损(图7)。通过对多种材料以不同切削速度、切深进行的断续切削实验,证明MC6035 的寿命远超过去的产品。另外本系列涂层刀片还研发了新的基体材料,新基体材料和涂层之间,特别注意使之形成均匀的强韧中间层,也可防止龟裂延伸,提高耐破损性。
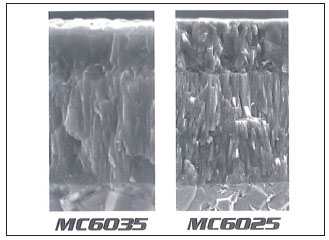
图6:MC6035 和MC6025
车削刀片的性能也与其具体切削部分的几何形状的断屑槽有关。目前断屑槽结构不仅是槽本身的形状尺寸,也包括切除导入切屑的刀棱的角度正负、大小、宽度,以及形状等。断屑槽的功能不只是断屑,也关系到实际生成切削力、切削热的大小高低和加工质量、加工效率、操作是否省力、操作者安全性,能否实现自动化等多个方面。其设计除依据经验、实验,还依靠各种计算机辅助技术,以求得最佳的结构形状尺寸。
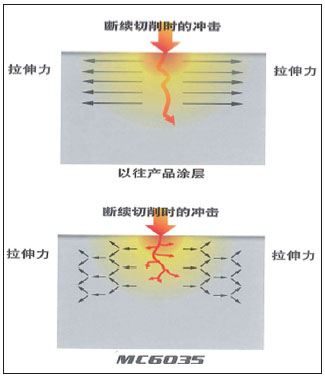
图7:MC6035 抑制破损机理
为确定一定范围的切深和进给量所适合的断屑槽,MP6000系列精确设计并推荐了如下的断屑槽。如适精加工(ap=0.1-1)的FP,FV断屑槽。适轻切削(ap=0.2-2)的LP断屑槽、SH,SV,SA,SW断屑槽。其中SW带修光刃可增大进给量,也保证加工表面质量。适中切削(ap=1-4左右)的M类断屑槽和无代号断屑槽(ap=1.5-5),其中MW 是中切削的带修光刃的断屑槽。适合粗加工(ap=1.5-6)的RP断屑槽。总计十类断屑槽。在样本中具体指明了法后角为“零”的负角刀片和不等于“零”等于5º,7º的正角刀片的各种断屑槽的剖面形状。推荐使用的切削条件,写明适合一般切削还是不稳定的断续切削。
正确选定了刀片材料和断屑槽后,就可实现在该切削条件下,高效稳定地车削钢件。以上是本文的第一个研发完成的目标。同时也可以看出,同一种涂层材料选择不同的断屑槽,就可以扩大刀片的使用范围。
可以 “ 开天 ” 亦能 “ 辟地 ”
现实中许多工厂生产品种很多,数量不多,材料硬度各一,有的还有黑皮,工件表面有连续有断续,有的要求精加工,有的要求半精加工粗加工……这都给刀片的采购、备货、管理带来挑战。
能否有一种通用的材料和断屑槽呢?这是本文另一个研究开发的目标,即刀片的通用性要广。这样就可以减少采购,而在之前需要储备许多各式各样的刀片,造成管理不便,成本过高。
理想的刀片是材料和涂层的硬度和韧性都能达到最高,适应任何切削条件的断屑槽。这样,只要准备一种刀片,就什么都能加工了,那该多好!
但这似乎难以实现,尽管困难,人们还是不断朝这个理想的方向努力。如对材料和涂层的微细化、纳米化以及控制结晶方向等,既提高硬度耐磨性又提高了韧性耐破损性,这就是朝理想前进了一大步。先进的MC6000系列就比上一代产品通用性有很多扩展, 例如MC6015材质虽然硬,但综合性能通过纳米化等先进技术已经提高,再结合不同的断屑槽,就扩大了使用范围。如当它选用LP、SA类断屑槽、MA 断屑槽可在连续稳定表面条件下, 分别进行轻、中切削(ap=0.3-4),选用无代号和RP断屑槽可进行轻断续表面条件下的中、粗加工(ap=1.5-6)。但是还不够,因韧性不足,无法进行不稳定重断续切削。若改用韧性高的MC6035,又无法兼顾到需要耐磨性高的应用范围。此外断屑槽所备用的种类还较多,应用尚不方便。
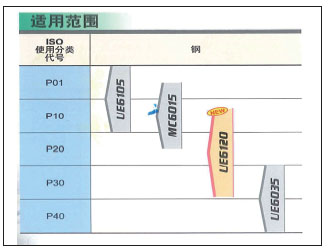
图8:各涂层材料适用范围
针对这些情况,再结合中国企业的现状,通用性的扩展再次被提上议程。为此三菱公司在之前的基础上,开发了新的涂层UE6120(如图8),它所适应的加工范围要比MC6025系列的宽,韧性则要优于MC6015,并被命名为“开天”涂层刀片。
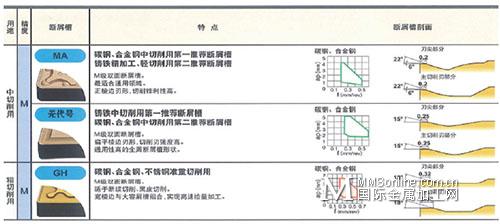
图9:UE6120 断屑槽结构形状及实际应用
UE6120是在通用性较好的UE6020基础上进行改进后推出的新产品。它的几层涂层成分、组织、结构大致与过去的系列相同,但各层厚度,具体的组织结构有所不同,更强调了提高韧性,因此韧性耐破损性超过了以往。它只有3种断屑槽;MA,无代号和GH(图9)。故也便于选择。仅用这一种材料,只要改变少数几种断屑槽,就可以进行轻切削, 中切削, 粗加工。切削深度ap为0.3mm-6mm。不但可以切钢、合金钢,而且可以切削铸铁、不锈钢等,加工材料的范围也扩大了。强断续切削、中断续切削,以及连续切削皆能胜任。根据零件表面断续程度不同,切削速度也可从175m/min到305m/min。在图9中,还可以见到各断屑槽的结构形状和它们所适应的进给量f和切深ap范围。
为测定UE6120刀片在强断续切削,中等断续切削的耐破损性能,用不同的进给量(0.17-0.24mm/rev),不同的冲击次数(0-3000)进行了试验,证明性能良好。又对S45C 钢和SCM440 铬钼合金钢进行连续切削实验13-20分钟,测定其后刀面磨损,磨损量均未超过标准磨钝高度。经广泛试切汽车工业中的多种零件,证明效果令人满意。
对车削用刀片的高效稳定性和通用性这两个研发的方向,三菱公司紧抓不放, 在切钢方面取得上述成绩外, 在切削铸铁方面,又新推出了MC5005,MC5015高效稳定刀片系列。由于应用了专利的纳米结构和强固结合技术,其性能优于较昂贵的陶瓷材料,切削速度可高达600m/min。
这两种涂层材料分担了连续和断续切削,再配合不同断屑槽效果更佳。在切削不锈钢方面,又新推出了MP735通用刀片系列,它采用了新的高铝技术,非但不会像一般技术因含铝过多,造成涂层硬度等性能下降,反使之提高。虽仅备两种断屑槽,但可切削各类不锈钢如奥氏体、铁素体,马氏体等,也可切削二相系和析出硬化系,可连续、也可断续加工,可精加工,粗加工,还可以切除黑皮,通用性非常好,商业上被命名为“辟地”涂层刀片和UE6120系列的“开天”涂层相对应。这两种研发方向及其实际成果给人们不少启示,值得我们思考学习和应用。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈
