Leica激光跟踪仪助力飞机制造数字化测量

图1 Leica第五代绝对激光跟踪仪全系列产品
飞机数字化制造技术兴起于20世纪80年代初美国飞机制造业,波音777是全球第一架完全意义上数字化设计、制造的飞机。
飞机数字量传递制造技术对比之前的飞机模拟量传递制造技术在经济成本、制造周期方面具有巨大的优势,之后该技术在欧美等航空工业发达国家迅速发展并逐步完善,现今已经成为欧美等航空制造企业的核心技术。飞机数字化制造技术中数字化测量技术是非常重要的一环,与数字化设计、数字化制造形成闭环。以Leica激光跟踪仪为代表的数字化测量技术在飞机数字化制造过程中扮演了重要角色,使飞机制造效率、质量得到充分保证。图1所示为Leica第五代绝对激光跟踪仪全系列产品。
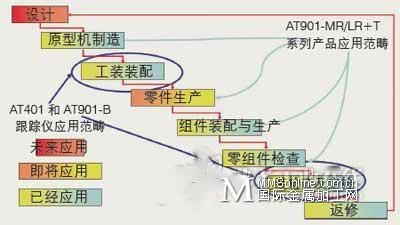
图2 Leica激光跟踪仪在飞机制造过程中的应用领域
Leica激光跟踪仪目前在飞机制造行业的应用已由最初的辅助装配飞机型架拓展到除了飞机设计之外的其它所有制造流程,图2为Leica激光跟踪仪在飞机制造过程中的应用领域。
激光跟踪仪在国内飞机数字化测量技术中的应用
国内航空制造业在上世纪90年代初接触数字量传递工作法,经过近20年的摸索和研究,目前已经由模拟量协调工作法过渡到数字量协调工作法。在飞机数字化设计和飞机数字化制造方面取得了很大的进步,逐步缩小了与欧美航空制造业在这两方面的差距,但是在数字化测量技术方面仍停留在使用激光跟踪仪结合成熟软件辅助装配飞机型架和检测飞机零部件方面。图3为使用Leica LTD500型激光跟踪仪辅助测量装配型架。图4为使用Leica激光跟踪仪结合手持无线测头、手持激光扫描系统检测飞机产品和型架。

图3 Leica LTD500型跟踪仪辅助测量装配型架
国外飞机数字化测量技术核心概念介绍
欧美航空制造业在数字化测量技术的先进性体现在对Leica激光跟踪仪应用的开发上,没有局限于只是使用功能单一的通用成熟软件,主要针对具体应用开发专门软件和辅助硬件——飞机零部件支撑及调整机构。这里主要介绍软件开发核心概念。Leica激光跟踪仪专用应用软件的开发主要有两种概念:一种是基于成熟计量应用软件的内部高级脚本程序语言开发专门应用程序;另一种基于外部脚本程序(Windows编程语言)为基础,借助Leica公司免费提供的软件开发工具包开发专门应用程序。

图4 使用Leica激光跟踪仪结合手持无线测头、手持激光扫描系统检测飞机产品和型架
基于计量应用软件的内部高级脚本程序语言开发软件
这是一种相对简单的软件开发方法,计量软件作为专门软件的主管理器,负责管理激光跟踪仪、数据库、定位系统等。
利用这种方法编制应用软件的先决条件是计量软件具备控制激光跟踪仪硬件的能力,而且本身内部要集成可定制的高级宏语言。PC-DMIS就是可以编制此类软件的计量软件。
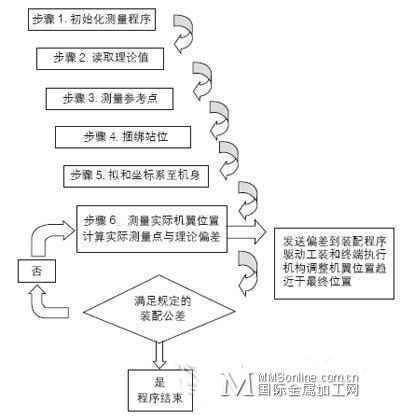
图5 机翼与机身对合程序流程图
基于外部脚本程序(Windows编程语言)为基础
以这种概念编制的应用软件程序将实际测量软件包括在独立的测量程序管理器之中,测量程序管理器负责测量软件、外部定位系统、数据库等的通讯,测量软件只介入到对Leica激光跟踪仪的操作中。测量程序管理器处于应用软件的底层,控制所有与实际测量有关的程序,应用软件的顶层有独立的应用程序管理器或者友好的人机界面控制。
在具体的项目上体现为由一个超级简单的Visualbasic应用程序控制多台Leica激光跟踪仪,并将其捆绑在一起,定向于一个站位。使用这个程序可以实现同时控制两台Leica激光跟踪仪自动测量,并实现坐标系转换、自动检查测量点位置、与测量点理论位置对比、输出测量结果报告。

图6 Leica激光跟踪仪自动测量辅助装配系统装配A340-500机身后部油箱示意图
在飞机数字化制造过程中基于这种概念的一个典型应用是机翼与机身自动对合程序。见图5机翼与机身对合流程图。
前三个步骤分别是程序的初始化、理论数值的读取和参考点的测量;第四个步骤是利用参考点将多台Leica激光跟踪仪捆绑成一个站位,并将坐标系拟和至飞机坐标系,然后按次序测量机翼上测量点,测量程序管理器将测量到实际值与测量值对比偏差发送给工装调整及终端执行机构,驱动终端执行机构将机翼逐渐调整到理论位置。编制应用程序的过程不需要编程人员深入了解计量知识,通过Leica公司提供的功能强大免费软件开发工具包就可以实现这一目的。
基于外部脚本程序编制应用程序案例
欧洲空中客车公司早在1997年以来就使用基于外部脚本程序编制的Leica激光跟踪仪自动测量辅助装配应用程序,并且将这一应用扩展到所有机型。图6为空中客车法国公司Nante工厂使用两台Leica激光跟踪仪自动测量辅助装配系统装配A340-500机身后部油箱示意图,该飞机组件重3300kg,航向方向长5m,机身对称方向5.2m,高2.6m。同时使用2台Leica LTD500型激光跟踪仪结合自动测量程序自动将油箱上部组件装配到油箱下部壁板上,精度最高可以达到0.05mm。
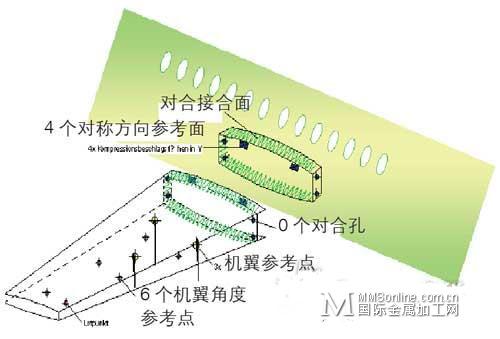
图7 机翼与机身对合关键参考点位置示意图
两台跟踪仪初始化后,读取油箱上参考点和测量点理论值,然后分别测量分布于油箱下壁板下部和上部的6个公共点,借此形成统一站位,再测量下壁板上R1、R2、R3、R4 4个参考点,建成飞机坐标系,最后测量A、B、C系列测量点,程序自动形成A、B、C系列测量点与理论点差值,工装及终端执行机构依据这个偏差自动调整油箱上部组件到达一个新的位置,这个过程需要重复执行几次,直到满足装配公差需要为止,即完成自动装配过程。
美国波音公司1996年开始利用同样的方法开发了波音737型飞机机翼与机身Leica激光跟踪仪自动测量辅助装配应用程序。图7为机翼与机身对合中需要确定的关键参考点位置示意图。关键参考点的确定对机翼、机身对合非常重要,不但影响对合精度,对跟踪仪摆放位置也有一定影响,关键参考点的定义需要对飞机整体结构了解非常透彻。
完成这个对合程序需要两台Leica激光跟踪仪,分别放在机身左右两侧下部靠近机翼处,程序初始化后,从程序数据库读去关键参考点理论数值,两台Leica激光跟踪仪分别测量机身上控制点,将坐标系拟和至飞机坐标系,之后测量机翼上关键参考点,程序自动形成机翼关键参考点测量值与理论点差值,工装及终端执行机构依据这个偏差自动调整机翼组件到达一个新的位置,这个过程需要重复执行几次,直到满足装配公差需要为止,即完成自动装配过程。

图8 Leica激光跟踪仪六自由度(6D)测量系统原理图
基于Leica激光跟踪仪六自由度(6D)的自动测量系统
上述自动测量程序执行过程中采用的激光跟踪仪为三自由度激光跟踪仪,激光跟踪仪测量参考点时工装及终端执行机构需要停止工作,也就是说不能够实现测量与调整同时进行,这是由三自由度激光跟踪仪本身的测量特性决定的,程序执行过程相对较长,当定单数量较大时需要生产效率工装,使生产成本升高。自动测量程序如果采用Leica激光跟踪仪六自由度(6D)测量系统可以避免上述问题,通过统计至少可以节省三分之一时间,可最大程度上减少效率工装的使用。
Leica激光跟踪仪六自由度(6D)测量系统采用驻机定位技术实现空间物体的六自由度(X、Y、Z、i、j、k)动态测量,激光跟踪仪测量六自由度靶标—T-MAC上广角靶镜的X、Y、Z坐标值,高精度数字相机测量六自由度靶标—T-MAC上10个发光二极管的姿态i、j、k。其2Sigma角向精度达到0.01度,图8为Leica激光跟踪仪六自由度(6D)测量系统原理图。

图9 Leica六自由度测量系统机翼与机身对合流程图
Leica 六自由度测量系统因为其动态测量特性,以机翼与机身对合程序为例,可以快速的将机翼调整到距离其最终装配位置5mm以内,之后三自由度自动测量程序开始执行,测量固定的参考目标位置,直到机翼调整到最终装配位置。数字化飞机对合过程中,可以使用三套Leica 六自由度测量系统同时执行左、右机翼与机身对合,水平尾翼与机身对和程序耗时15分钟即可完成测量过程。图9为Leica六自由度测量系统机翼与机身对合流程图。
飞机数字化测量技术作为飞机数字化制造技术中的重要组成部分,在保证效率和质量过程中起到至关重要的作用。隶属海克斯康集团的瑞士Leica公司提供了飞机数字化制造中完整的数字化测量解决方案,对提高国内飞行器制造水平大有裨益。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈