浅谈三坐标测量中同轴度测量、深孔圆柱度测量解决方案
三坐标测量机(CMM)是一种多功能精密计量测试设备。利用三坐标测量机进行零件形位公差检测,直观又方便,测量结果精度高,免去了常规方法检测用具的设计与制造所需的时间和费用,大幅度降低了生产成本,缩短了生产周期。但是在实际测量工作中,由于测量方法不当,可能会出现比较大的测量误差。下面个人进行了仔细分析研究,对经常遇到的几类测量问题提出了相应的改进方法。
1 测头系统的配置
在测量一个工件时首先要配置测头系统,测头系统配置是否合理直接影响测量结果。例如:若配置的测头直径和测杆直径非常接近,测量时由于工件装夹误差导致被测量表面与CMM坐标系不平行,非常容易引起误触发。为保证工件的测量精度,测头系统的配置应遵守以下原则[1]:1)测杆长度尽可能短。测杆触发受力时弯曲或偏斜越大,测量精度将越低,因此在测量时尽可能采用短的测杆。2)连接点尽可能少。每次将测杆与加长杆连接在一起时,就引入了新的潜在弯曲和变形点,因此在应用过程中,应尽可能减少连接点的数目。3)测球尽可大。一方面可以使测球与测杆的空隙加大,减少由于“晃动”而误触发的可能;另一方面,测球直径较大,可削弱被测表面粗糙度对测量精度造成的影响。4)传感器灵敏度尽可能高。测头系统配置的关键器件是传感器,不同型号的传感器具有不同的测量精度和速度,如TP200精度高于TP20,配置前者可以提高测量精度和效率。5)在安装配置好测头系统后,应等待30 min以上然后再校验测头,以便让测头消除弹性变形恢复到自然状态
2 同轴度测量
同轴度的测量误差往往比实际误差大(甚至不可信)是三坐标测量领域的另一个常见问题,主要原因是对工件分析不深入,测头组件配置不合理,测量方法不恰当。用以下的2种方法可有效解决同轴度测量问题。
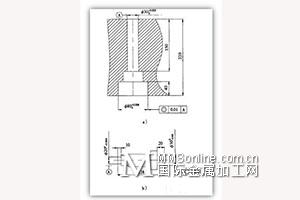
方法1 如图1a)所示(图中长度单位为mm),当被检测零件的基准轴线长度较长并且基准轴线与被测轴线距离较近时,如果用标准测杆(长度为20mm)测量基准轴线,则第1截面和最后截面的距离肯定小于20 mm,这样到被测轴线时测量误差已经放大10倍以上,测量结果当然难以置信。因此,测量这类零件时,应加大基准轴线首尾2个截面之间的距离,由此减小由于基准轴线偏离而引起的误差。实际操作中,首先选用适当的加长杆使之测量长度足够大,其次选用合适的测头组件,如大的测球或星形测头,以便在测量过程中测杆与工件不发生干涉。
方法2当基准轴线与被测轴线较短并且距离较远时,如果用通常的方法评价同轴度,即将测量的基准轴线延长至被测轴线处,再计算出被测轴线与基准轴线的最大距离的2倍得到同轴度误差,这样的测量结果误差往往很大,并且不符合实际情况。在这种情况下,应当采用先建立公共轴线再评价同轴度的方法。具体方法:如用VGS443小型轻便接触式测量机(RationalDMIS软件中),可先在基准轴线上取2个截面,再在被测轴线上取2个截面,用4个截面的圆心点来构造一条公共轴线,然后分别计算基准轴线和被测轴线对公共轴线的同轴度,取最大值作为同轴度误差。
3 深孔圆柱度问题
很多深孔圆柱度的测量结果较实际值偏小,把不合格品计为合格。其原因主要是测头组件配置过短,测量深度不够,以至不能发现圆孔锥度问题。解决办法:1)给测头配上适当的加长杆,使其能够到达深孔底部;2)将标准的球形测杆换成星形测头或盘形测头,使其在测量过程中不至于发生误触发;3)设置好三坐标测量机的探测距离和回退距离等参数,使其在测量直径较小的孔时不至于撞上圆柱侧壁。
4 个人心得
用三坐标测量机测量工件是一项实践性很强、讲究科学性、注重技巧性的工作,只有不断实践,接触各种类型的工件,才能发现问题并解决问题,总结出指导性很好的测量技巧。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

雷尼绍参展慕尼黑上海光博会2025
- 暂无反馈