欧士机WDO-SUS钻头加工案例
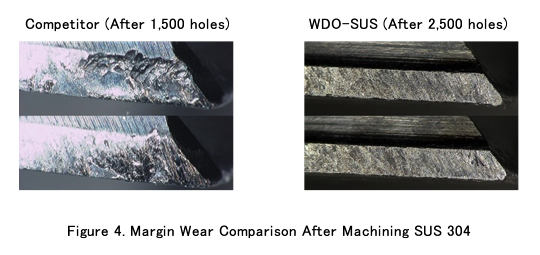
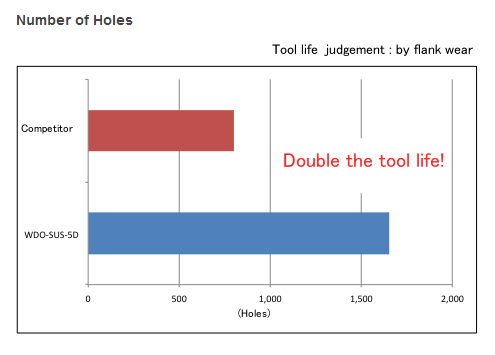
图3为使用其他公司产品硬质合金钻头(内冷油孔•通用)与WDO-SUS钻头进行SUS304的孔加工时加工孔数的对比。WDO-SUS钻头表现出其他公司产品约2倍以上的耐久性能(图3)。图4为加工后横刃损伤对比,切削温度变高的刀具外周部,本开发产品较其他公司产品损伤更小。

另外,WDO-SUS钻头在加工与不锈钢相类似的难加工材料钛合金时也能发挥优势。图5为使用上述SUS304加工实验同类钻头进行钛合金孔加工加工孔数的对比。其他公司产品在实验开始后切削刃就发生崩刃,WDO-SUS钻头实现了超过2000孔。

WDO-SUS钻头是一款在加工不锈钢•钛合金时,能在高效率的条件下,实现长寿命化稳定加工的钻头。在位难加工材料所困扰的客户,请务必尝试一下此款产品。
案例一
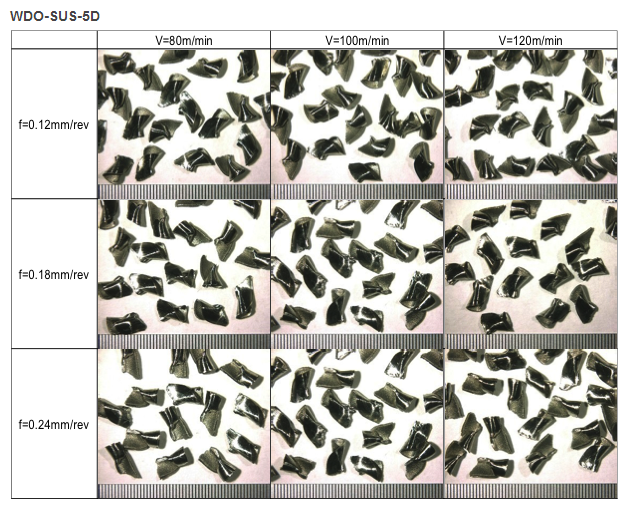
加工条件
|
使用工具 |
WDO-SUS-5D Φ6 |
|
加工材料 |
SUS304 |
|
切削速度 |
80m/min |
|
进给量 |
0.18mm/rev |
|
加工深度 |
25mm(通孔) |
|
水溶性内部切削油剂(1.5MPa) |



案例二
切削条件
|
使用工具 |
WDO-SUS-5D Φ10.3 |
|
加工材料 |
SUS329J3L |
|
切削速度 |
65m/min |
|
进给量 |
0.23mm/rev |
|
加工深度 |
48mm(通孔) |
|
冷却液 |
水溶性内部切削油剂(8.0MPa) |
案例三
切削条件
|
使用工具 |
WDO-SUS-3D Φ5.1 |
|
加工材料 |
Ti-6AI-4V(34-36HRC) |
|
切削速度 |
40m/min |
|
进给量 |
0.15mm/rev |
|
加工深度 |
15.5mm(电镀通孔) |
|
冷却液 |
水溶性内部切削油剂(2.0MPa) |


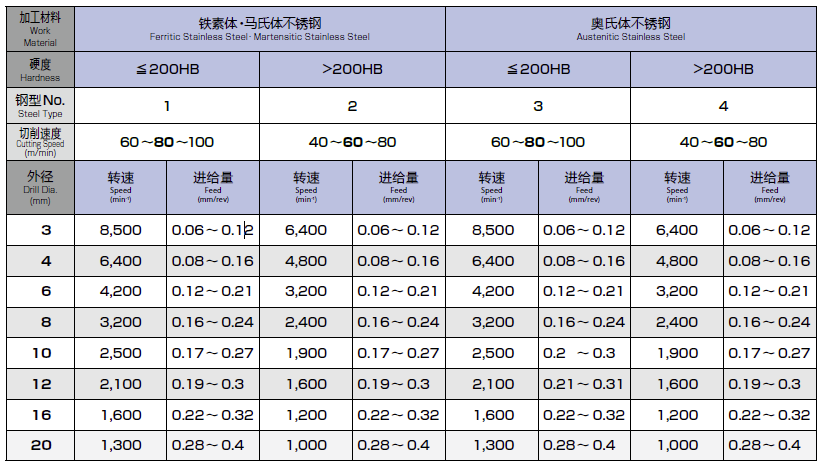
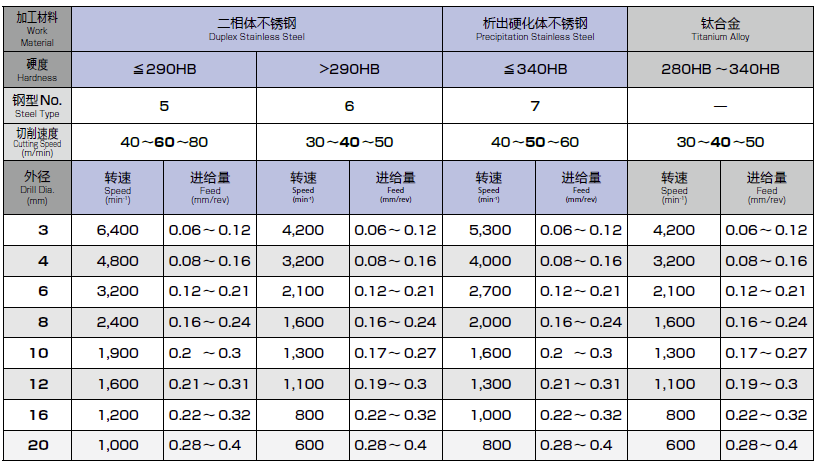
切削条件基准表
WDO-SUS常见问题
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈

