数字时代的钳工测量加工方法
随着现代加工工业的发展,传统的钳工加工方法在数字时代已难以满足要求。如何利用现有的量具,优化钳工加工工艺,科学使用量具,提高加工效率和质量,不再完全依靠加工经验和技能来完成加工是我们研究的课题。平板、杠杆百分表、量块和正弦规都是常用的量具,把它们巧妙地组合运用就能够很好地解决钳工加工过程中的数据采集和加工方法问题。下面介绍这几种常用量具的组合应用。
1.工件平面度和平行度测量方法
锉削是钳工常使用的加工方法,在检验被加工表面的平面度和平行度时,一般使用刀口尺测量工件表面与刀口的重合情况,检验工件的直线度和平面度。检验平行度时,则测量基准面到被加工表面的距离。这样操作麻烦,精度低。现在可使用平板、块规和杠杆百分表组合来测量。
测量时,将被测工件的基准面和装有杠杆百分表的高度游标卡尺放置在平板上,在平板上移动高度游标卡尺的底座,观察杠杆百分表指针的数值变化,就可检验出工件的平行度和平面度。再以块规为高度标准,杠杆百分表就能测量出被加工表面上每一点的数据,与标准值相比较得到其加工余量(见图1)。

2. 工件斜面测量方法
斜面锉配角度是钳工常见的加工工序。加工时一般使用万能角尺测量角度,加工精度难以保证。利用正弦规、杠杆百分表和块规的组合测量法,就能很好地解决。将加工工件放置于已转一角度的正弦规上,使其平行于基准面,就能方便地测量其尺寸、角度、平行度和平面度,并能准确测量出加工表面每一点的加工余量。改变了原来使用万能角尺和刀口尺来测量斜平面的角度和平面度的方法(见图2)。

使用正弦规检测工件加工角度面, 不仅在加工精度方面具有通常检测方法不可比拟的优势,在其他方面也凸显出加工的技巧和检测方法的灵活性。①把工件放置到调整好角度的正弦规上,根据工件被加工角度面到检测平台的计算尺寸、计算好的数值,用高度尺可直接在正弦规上划线。这样可避免通常采用的划出两个方向坐标线的交点,用划针、平尺手工连线两个坐标点的方法,提高了划线精度的稳定性。②可以用工件的外形直角面或工艺直角面对工件内外角度面进行加工检测。③可以使用杠杆百分表在被测角度面正打表,测量受限制时采用反打表检测等(见图3)。
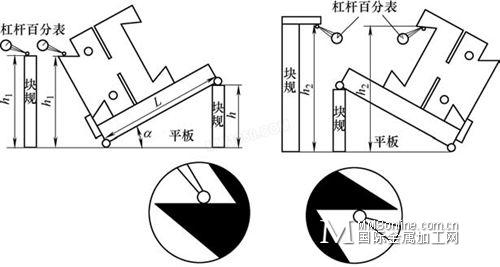
在燕尾配合中, 角度的测量大多采用万能角度尺或角度样板,由于万能角度尺的测量精度不高,满足不了高精度的测量精度要求,因此燕尾的角度测量精度很难保证,由此给其他尺寸的测量带来很大的影响。传统测量方法使用量具数量较多,测量操作繁杂、效率低,测量精度低。
使用正弦规能够逐一克服上述不足,保证测量精度要求。和块规配合使用时,以块规为标准h1、h2测量值,能准确方便地测量出加工面的加工余量,也可以利用杠杆百分表测量工件内斜面的各种参数。
3. 加工工件的数值计算
工件加工时, 以工件基准面交点为原点,计算出每个加工面的坐标,配合使用正弦规,使每个斜面转换成平行于基准面的平面,并计算出数值。加工过程中,以块规为基准,测量被加工面上每一点的数值进行计算,得到面上每点的加工余量,就像数控机床加工一样,使钳工加工数字化。
4. 结语
熟练掌握量具的使用方法、计算和检测过程,就能够达到在使用中快捷又准确可靠,且能够满足工件加工精度要求。但是,钳工加工必须以扎实的基本功为基础,配合先进的工具、量具,合理的加工工艺,可加工形状复杂和高精度的零件。技术熟练的钳工可加工出比现代化机床加工的零件还要精密和光洁的零件,可以加工出连现代化机床也无法加工的形状非常复杂的零件,如高精度量具、样板以及复杂的模具等。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈