山高刀具:生产经济性的平衡方法
【编者按】山高刀具(上海)有限公司,其总部设于瑞典,作为世界上硬质合金刀具的主要制造商,山高在全球范围内的主要工业国家共拥有32家分支机构。1993年,山高在中国创立了分支机构以拓展其在华业务。
加工作业的主要目的是以最低的成本生产精确的零件,从而实现最高的收益率。 降低加工成本的传统方法是使用更高的加工参数(通常以更快的切削速度为主)提高生产速度。然而,这种方法并没有考虑到重要的成本因素,包括报废件的费用以及生产停机时间。一种从整个流程的角度考虑生产经济性的策略,在生产率和制造成本之间实现了最佳平衡,并且考虑了所有的成本因素。
成本控制
制造成本中的某些元素远远超过了制造商的控制。例如,工件材料类型和成本由最终使用的机加工部件决定, 因此制造商无法通过将涡轮发动机中的 Inconel? 铬镍铁合金替换为灰铸铁来节省成本。同样,工厂对机床及其维护和电力进行的投资基本上属于固定成本,通常需要持续地偿还设备贷款。人力成本相对灵活一些,但至少在短期内比较固定。所有这些成本和加工成本都必须由机加工部件的销售收入来抵消。提高生产速度(即工件转换为成品的速度)可以抵消固定成本。
更快并不意味着更好
制造商可以控制的加工工艺要素包括切削刀具所用的参数。不同的刀具、技术和策略都会影响生产速度。此外,很多车间认为,只需提高切削速度就能够在每个周期内生产更多的零件,因此可以降低制造成本。
但实际情况并非这么简单。提高切削速度是要付出代价的。加工速度越快,稳定性通常越差。应力,包括更高的切削力和发热量,同样也会影响刀具和工件。刀具的磨损会加快而且更难以预测。刀具可能会断裂并在工件上产生划痕,刀具磨损或振动可能会导致零件尺寸发生变化以及/或者表面质量下降。这会导致工件报废,此成本必须从利润中扣除。根据工件材料的价值以及部件的最终用途(例如,用于复杂航空部件的昂贵高温合金),报废工件可能对制造业务的总成本产生灾难性的后果。此外,可靠性不佳的工艺无法在无人看管或半看管的情况下运行,因此无法节省人力成本。
提高切削速度还会直接影响刀具的使用寿命。过高的速度会加速刀具磨损并需要频繁更换刀具。由于刀具磨损得更快,需要使用更多的刀具才能切削出同样数量的零件。加工成本和机床停机成本的增加会导致制造成本中的理论收益减少、生产速度下降。
机床停机成本
更高的速度虽然会提高切削刀具的成本,但最初也能够降低机床成本。这是因为机床可以在每个周期内生产更多的零件,并可在机器成本固定的情况下创造更多的收入。然而,当速度超过一定程度时,机床的成本会再次开始上升。这时,刀具寿命将会缩短,导致机床成本的下降不足以弥补快速增加的加工成本和更换刀具所需的停机时间。此外,在某些情况下,极高的切削速度和非常高的加工参数可能会增加机床的维护成本,甚至导致由于意外的机床故障而停机。

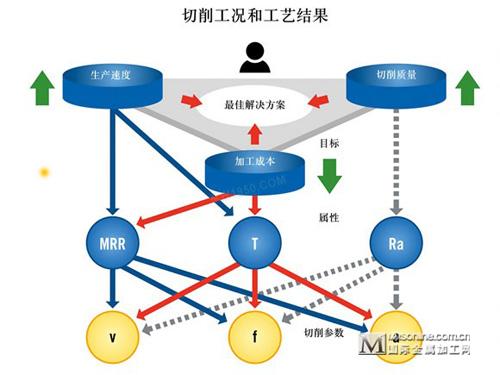
最佳参数
采用更高的切削速度可以提高生产速度,但也可能导致加工成本和机床成本一定程度的增加。相反,更低的切削速度可降低加工成本和机床成本,但生产率通常会下降。
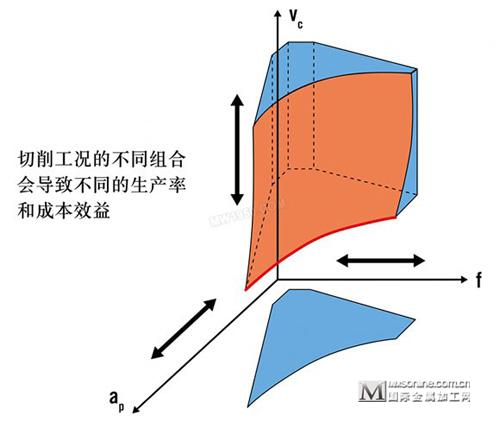
平衡的方法是适当降低切削速度,同时相应地增大进给量和切削深度。采用尽可能大的切削深度可减少所需的走刀次数,并因此缩短了加工时间。进给量也应最大化,尽管过大的进给量可能会影响工件质量和表面粗糙度要求。某些情况下,在降低切削速度的同时增大进给量和切削深度可以实现与单纯提高切削速度一样的金属移除率水平。
当达到稳定、可靠的进给量和切削深度组合时,可以使用切削速度对加工进行最终校准。目标是提高切削速度以降低机床生产每个工件所需的成本,但加快的刀具磨损并不会过度增加刀具生产每个工件的成本。
效率模型
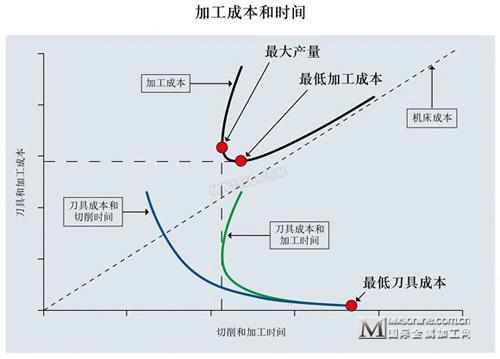
20世纪初,美国的机械工程师 F.W. Taylor 开发了一个用于确定刀具寿命的模型。此模型显示,对于给定的切削深度和进给量组合,在特定的切削速度范围内,刀具的损耗是安全、可预测、可控制的。在此范围内工作时,可以量化切削速度、刀具磨损和刀具寿命之间的关系。此模型将成本效益和生产率结合在一起,清晰地勾勒出了在定义最佳加工切削速度时的目标。
当切削速度较低时,切削刀具和机床成本之和可实现最高的经济性,但生产率会一定程度地下降。另一方面,较高的切削速度可以实现最高的生产率,但会降低经济性。在最经济的切削速度和可实现最高生产率的切削速度之间,是高效 (HE) 切削速度。
此外,经济问题和技术问题有时会有交集。例如,钛合金韧性高但导热性差,因此需要在较低的切削速度下加工,而较低的切削速度通常会降低加工成本。在这种情况下,工件的特性本身就允许采用可在生产率和经济性之间取得平衡的加工参数。
工艺稳定性至关重要
要保持生产率和零件质量并避免产生废品,关键在于建立稳定的加工工艺。全局生产经济性的实用定义是“确保工艺的最高安全性和可预测性,同时保持最高的生产率和最低的制造成本”。
要建立稳定的工艺,需要创造一个尽可能好的生产环境。除了选择现有的最适合工件和加工的刀具材料、镀层和槽型外,还必须考虑优化加工 CAM 程序、刀具夹持系统以及冷却液应用。进行工艺整合时,也应当考虑工件搬运的自动化(例如托盘或机械化零件装卸系统),原因在于搬运毛坯零件和成品零件存货时可能会耗用大量的停机时间。
其他问题
除了长期的生产率和经济性目标外,制造业越来越重视相对较新的担忧,例如环境问题。一种可实现生产经济性的平衡方法也有助于解决这些问题。使用较低的切削速度时,只需消耗较少的能源即可切除工件上的材料,而减小切削深度并增大进给量可进一步降低能耗。较低的切削速度可延长刀具寿命,降低刀具的磨耗,并减少处理和回收刀具的需要。由于更低的切削速度减少了发热量,因此可以使用只需极少冷却液或者不使用任何冷却液的加工方式。
结论
要采用全局生产经济性策略,需要对加工环境进行整体分析并采用与很多现有的金属切削方法相反的思维方式。然而,一旦将这些概念付诸实施,不仅可以节省成本、提高工件质量和实现更环保的生产,同时还能够在稳定、可靠的整体制造工艺中保持生产率。
山高总部设在瑞典法格斯塔市,致力于开发创新的金属切削解决方案,并与客户密切合作以全面理解和专注于满足他们的需求,因此誉满全球。我们在 50 个国家/地区雇用了 5000 多名员工,并通过培训、发展和员工认同计划以及开放的沟通环境来提升我们团队成员的能力。我们的员工展现了三个核心价值观 – 热忱待客、家庭归属感和个人承诺,它定义了我们的经营之道以及我们与客户、供应商和其他合作伙伴之间的交往方式。如需了解更多信息,请访问 www.secotools.com。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈





