威申--复合式测量减少金属加工件的测量误差
坐标测量技术在如今的模具或机械加工厂得到越来越广泛的应用。三坐标和影像仪已经成为制造业质量部门不可或缺的仪器,产品也常常伴随着检测报告一起提供给客户。作为如此普及的尺寸检测工具,我们在使用中,不仅要思考如何按照图纸或指定要求测量出数据,还要思考如何减小测量误差,使数据更准确,这样才能帮助企业改善质量、追溯问题,最终促使我们制造出更优质的模具和产品。

威申Flexivision复合式测量系统拥有两个或多个探测系统,针对工件上不同的特征可选择与之适合的探测系统,在同一基准下完成测量,不仅加快测量速度,而且可以减少测量误差。
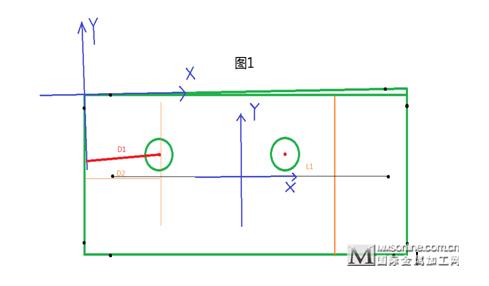
对于生产型检测(计量检定除外),将复合式测量系统放置于温度梯度变化每小时不大于1℃的环境中。将准备检测的金属工件按照金属材质和大小在同一环境中放置一段时间直至与室温相同,这样可以减少温度变化对测量精度的影响。将被测工件的定位面平放于工作台面(如图3工件平面A),可以减小因装夹不当而导致的误差。工件坐标系的建立与测量精度紧密相关,工件在无给定基准的情况下需要设定一个基准,最好是建立三维坐标系以体现物体真实性,减小投影带来的误差。而正确的基准建立方式,也是减少测量误差的重要保证。用复合式测量系统测量如图2的产品,其外形四边要求具有定位精度。按照如图1所示,给工件建立基准,我们选择接触式探头对工件外形双边寻中,建立三维工件坐标系。此工件,选择双边定位即可减小误差。如图1所示,假如采用单边将坐标摆正,并且该单边有0.002µm的偏差,则意味着工件坐标系也会随之偏摆0.002µm,那么后续在该坐标系下测得尺寸就会随之产生误差,比如测量圆1的X坐标误差ΔD=D1-D2。而如果采用双边寻中坐标偏摆,误差则减小一半。

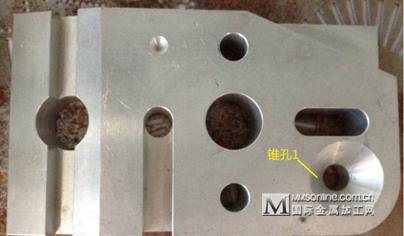
而测量如图2中锥孔1的最大圆,如果使用接触式测量,难以准确地探测边缘,测量误差往往较大,此时Flexivision复合式测量系统即时转换至非接触式测量模式,采用影像测量的自动抓边功能,最大程度地采集圆边缘上的点,快速准确测得半径和圆心位置。同样针对工件上小孔等微小特征或是细微边界等接触式测量系统无法测量的地方,非接触式影像测量或激光测量,都可以轻松采集,获得尺寸数据并可进行形位公差评价。
Flexivision复合式测量系统将传统三坐标和影像仪、激光测量仪予以科学结合,工件无须重新装夹,既利用了接触式探头的三维测量优势,也利用了影像以自动灯光、自动聚焦&自动寻边获得的快速测量优势、或是激光测量在台阶高度方面的测量优势,完美地实现二维和三维测量和形位公差评价,是现代金属加工业中高精度、高效率、低成本检测工具的不二之选。

声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈


