大马力发动机活塞无损检测研究现状与进展
军用车辆的机动性能主要由发动机的性能所决定,而活塞作为发动机的“心脏”,承受交变的机械负荷和热负荷,对发动机的性能起着至关重要的作用。20世纪五、六十年代,我国军用大马力发动机主要从苏联引进技术,发动机的功率为520Hp,采用整体锻造铝合金活塞,活塞结构简单,承受的热负荷和机械负荷小,对活塞的质量要求相对较低。近年来,随着发动机功率的提高,活塞的使用环境越来越苛刻。围绕提高活塞顶部的耐高温性能、活塞镶环部位的耐磨性和活塞裙部的机械强度这一发展主线,我国先后研制了镶圈铝活塞,带内冷油道的铝活塞、电子束焊接活塞、挤压铸造复合材料活塞等一系列先进活塞,有力支撑了军用车辆的发展和技术创新。镶圈铝活塞是在活塞的第一道环槽部位,用Alfin法镶铸了高镍奥氏体铸铁镶圈,与纯铝活塞相比,显著提高了活塞环槽的耐磨、耐热及耐蚀性能[1]。带内冷油道的铝活塞是在活塞顶部用水溶盐芯技术制成内冷油道,以冷却活塞顶,从而提高了活塞顶部耐高温性能。电子束焊接活塞顶部采用重力铸造成型,带高镍奥氏体铸铁镶圈和内冷油道;裙部采用与顶部相同的材料锻造而成,在铸锻连接部位,用真空电子束焊工艺焊接。电子束焊接活塞兼顾了镶圈活塞和内冷油道铝活塞镶圈耐磨、顶部耐高温的优点,同时具有裙部机械强度高的特点,从而成为大马力发动机的重要选择。图1为典型电子束焊接活塞结构。挤压铸造复合材料活塞是用Al2O3纤维增强铝基复合材料镶圈取代高镍奥氏体铸铁镶圈,具有镶圈和铝基体结合强度高、耐磨性好、重量轻、成本低等优点,将成为新一代的高性能活塞,在大马力发动机上有重要应用前景。
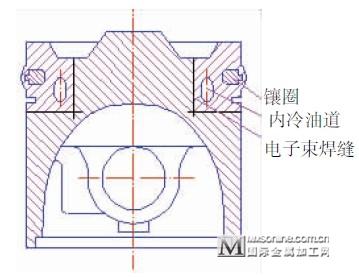
图1 电子束焊接活塞结构
由于组成结构和制造工艺的复杂性,在活塞制造过程中不可避免地产生一些缺陷。如果不及时将这些缺陷检测出来,不仅造成后面工序的许多浪费,而且一旦带有危害缺陷的活塞装机,可能会造成发动机拉缸或整台发动机报废的严重后果。为了提高大马力发动机活塞的质量和可靠性,多种独具特色的无损检测技术用于活塞的检测,包括超声波多探头水浸检测、射线实时成像检测、工业CT检测等,检测内容包括镶圈结合质量、内冷油道位置、电子束焊接质量、活塞铝体铸造缺陷等。
笔者对于近年发展的电子束焊接活塞的无损检测技术进行了综述,阐述了多种无损检测方法综合应用、互相补充对于保证产品质量的重要性,对新型挤压铸造铝基复合材料无损检测技术进行了展望。
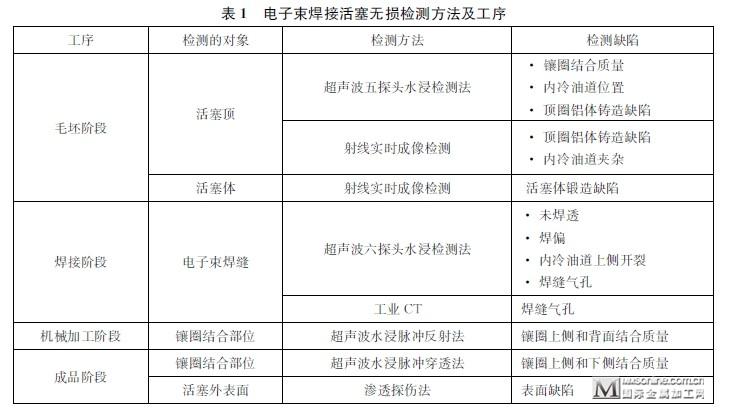
表1电子束焊接活塞无损检测方法及工序
电子束焊接活塞组成结构和生产工艺复杂,缺陷形式多样。在活塞顶毛坯中出现的缺陷有内冷油道位置偏移、内冷油道夹杂物、镶圈粘接不好、活塞顶铝体铸造缺陷等;在电子束焊接中出现的缺陷有未焊透、焊偏、裂纹、气孔等;在热处理和机加之后出现的镶圈开裂等。为了保证电子束焊接活塞质量,在活塞生产四个工序上安排了一系列的无损检测方法,多种无损检测方法互相补充,确保活塞的质量,同时减少不必要的工序浪费,降低成本。表1给出了电子束焊接活塞的无损检测方法及相应的工序。
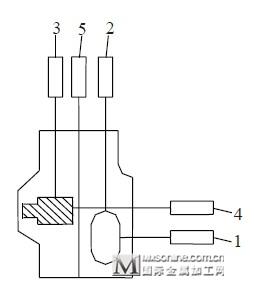
图2 活塞顶毛坯超声波检测探头布置
1.1活塞顶毛坯缺陷的超声波检测[2]
根据活塞顶毛坯的结构特点及缺陷情况,设计了活塞顶毛坯的超声波五探头水浸检测法。探头布置如图2所示:探头1检测内冷油道径向位置;探头2检测内冷油道轴向位置及油道上侧铸造缺陷;探头3检测镶圈上下侧面结合质量;探头4检测镶圈背面结合质量及油道上侧区域铸造缺陷;探头5检测镶圈和油道之间铸造缺陷。
内冷油道位置的检测实际是测厚,根据活塞顶铝体的纵波声速及声传播时间可分别得到油道径向和轴向距探测面的壁厚。镶圈结合质量的检测是根据活塞顶铝合金和奥氏体铸铁声阻抗不同,超声波入射到两种材料界面时将产生一定的反射波,结合不好时的反射波将高于结合好时的反射波,这样根据超声反射波幅的高低进行结合质量的检测。油道上侧、镶圈和油道之间铸造缺陷的检测采用超声脉冲回波法。图3为活塞顶油道上侧铸造缩孔,图4为活塞顶典型冷油道轴向偏移。

图3 活塞顶油道上侧铸造缩孔

图4 活塞顶内冷油道轴向偏移
1.2 活塞顶和活塞体犡射线实时成像检测
由于受结构条件限制,超声波检测法不能对活塞顶毛坯内冷油道残留盐芯、油道缩孔和气孔、盐芯裂断及油道内金属夹杂进行检测。为此,采用X 射线实时成像检测技术对活塞顶毛坯内冷油道缺陷进行检测。通过X射线沿轴向穿透活塞顶毛坯,有缺陷的部位和正常部位对X射线吸收不一样,这样穿透射线经图像增强器和摄像机后,在监视器上实时显示活塞顶毛坯的透视图像,油道内有多余物,则在油道背景下显示黑色的影像;油道内有缩孔或气孔,则显示白色的影像,根据图像灰度的差别,实现对内冷油道缺陷的检测。同样的方法实现对活塞体缺陷的检测。
1.3 电子束焊缝的超声波检测[3]
根据电子束焊活塞的结构特点、缺陷情况以及焊接缺陷的超声波反射规律,并考虑批量检测的需要,设计了超声波水浸六探头检测法。探头布置如图5所示:探头1检测顶缝未焊透、焊偏以及上升到有效焊接区域根部的气孔;探头2检测焊缝根部气孔带,用以说明顶缝是否焊接到位;探头3检测油道和镶圈之间缺陷及该区域所对的环缝中部局部气孔,同时也检测环缝大的未焊透或焊偏;探头4检测环缝未焊透、焊偏以及上升到有效焊接区域的根部气孔;探头5检测环缝根部气孔带,用以说明环缝是否焊接到位;探头6检测油道上侧裂纹。
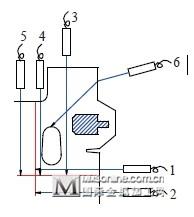
图5 电子束焊活塞焊缝超声波检测探头布置
探头1~5采用纵波法检测,声束垂直探测面入射;探头6采用横波法检测,探头入射角在14.6°~18.1°之间调整。研究表明,探头6采用横波法检测比纵波法灵敏度高6dB以上(图6)。图7为典型顶焊缝未焊透,图8为典型环焊缝未焊透。
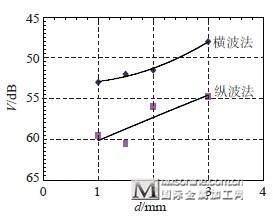
图6横波法和纵波法检测油道上侧缺陷的比较

图7电子束焊活塞典型顶焊缝未焊透

图8电子束焊活塞典型环焊缝未焊透
1.4 电子束焊缝的工业犆犜检测[4]
由于受结构所限,超声波检测方法不能检测到电子束焊缝的全部气孔。工业CT可以弥补超声波检测的不足,对焊接区域内的所有气孔都能进行可靠检测,成像直观,气孔出现的位置及大小均可以定量测定。检测时活塞直立放置,切片方向平行于环焊缝,切片厚度为0.5~1mm,重建矩阵为512×512,环缝只须切一片,顶缝切六片左右。每层的检测时间为1min。图9为某只活塞环缝的CT 扫描图像,从中可以看到整圈都有根部气孔,另有一处大的条形气孔(箭头指处)。图10为另一只电子束焊活塞顶缝的CT扫描图像,可以看到顶焊缝的气孔。

图9 电子束活塞环缝的CT扫描图像

图10 电子束活塞顶缝的CT扫描图像
1.5 镶圈结合质量的超声波检测
镶圈的结合质量直接影响电子束焊活塞使用的可靠性。除了铸造工序外,电子束焊接、热处理、机械加工等后道工序都可能对镶圈的粘结质量造成影响,所以在活塞毛坯阶段,要对活塞顶毛坯的镶圈结合质量检测;在活塞的半成品及成品阶段,要分别对镶圈的结合质量进行检测。半成品的检测在活塞热处理切鼓包粗车外圆之后进行,检测镶圈背面和上侧面的结合质量(图11(a))。成品的检测在加工出活塞环槽后进行,检测镶圈上下侧面的结合质量(图11(b))。半成品和成品镶圈结合质量的检测分别采用超声水浸脉冲回波反射法及水浸脉冲穿透法。特别是成品的检测采用了特别制作的沟槽式探头,发射探头插入镶圈中心环槽处,向镶圈上下两侧发射超声波,两个接收探头分别在活塞顶部和第二道环槽部位接收穿过上下结合面的超声波,如镶圈结合不好,则超声衰减大,穿透的超声信号弱;反之,则相反。检测时,探头位置固定,活塞旋转,根据旋转一圈的超声波信号情况,可给出结合缺陷的数量、长度及占活塞周长的比例等。图12为典型镶圈结合缺陷解剖照片。图13为镶圈结合缺陷金相照片。

图11活塞镶圈结合质量超声波检测

图12镶圈结合缺陷解剖照片

图13镶圈结合缺陷金相照片
2 挤压铸造复合材料活塞无损检测
挤压铸造复合材料活塞是将Al2O3增强体纤维预制件放入经过精密加工的石墨浇铸模内,预热到一定温度,加入熔化的铝合金液,在压力作用下先渗入模壁间隙中,继而渗入预制件中,最后去压,冷却,形成整体活塞。在活塞成型过程中,用特殊的方法形成内冷却油道。由于工艺的复杂性,挤压铸造复合材料活塞有时会出现铸造疏松、内冷油道变形、偏移、高密度夹杂等缺陷。除此之外,复合材料和铝体之间的界面也会出现组织不连续等缺陷。根据活塞的结构特点,目前采用数字射线成像(DR)和工业CT检测复合材料活塞铸造缺陷,取得了较好的效图像。对于采用超声波CT扫描的方法检测Al2O3增强铝基复合材料镶圈的质量,这方面的研究工作正在进行中。
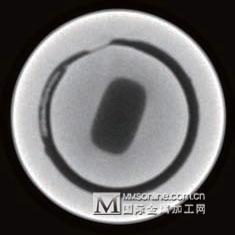
图14为典型的内冷油道变形和夹杂的CT扫描
3 结语
大马力发动机活塞的无损检测技术近年来取得了长足的进步。多种独具特色的无损检测方法已应用到活塞的无损检测中,检测方法设计合理,检测效率高,检测结果可靠。无损检测技术在不同工序阶段的有效实施,实现了从活塞毛坯、半成品到成品全过程的质量控制,及时发现制造缺陷,避免加工工序的浪费,可显著降低制造成本,提高活塞的成品率。目前,大马力发动机电子束焊活塞的检测技术已经形成了行业标准[5-6],累计完成数万件活塞的检测,带来了较好的经济效益和显著的社会效益。研究和实际应用表明,对于复杂结构件,很难用单一的方法解决所有的无损检测问题,各种无损检测方法综合应用,互相补充,是实现异形复杂结构件无损检测的有效途径。随着发动机功率的提高,活塞使用环境将更加苛刻,预计工业CT、数字射线成像、超声波CT扫描等多种无损检测技术在保证挤压铸造复合材料活塞产品质量方面会发挥愈来愈重要的作用。
4 结论通过以上试验,可得出以下结论:
(1)对内压容器以打水压方式进行加载,可减小磁记忆试验的干扰因素影响。
(2)如果埋藏缺陷引起的应力集中足够大,在远小于工作载荷的情况下,相应部位的磁记忆检测犎ρ 曲线就会出现正弦形突变信号。
(3)在没有磁污染的情况下,通过将加载后的犎ρ 曲线与未加载(0MPa)的犎ρ 曲线进行对比分析,可在较小的载荷下确定埋藏性缺陷的位置。
(4)可通过分析犎ρ 曲线随载荷变化的规律来识别缺陷信号的真伪。随着载荷的增加,真缺陷的突变信号一般是从无到有或幅度从小到大,而伪缺陷的突变信号一般是从有到无或幅度从大到小。
(5)埋藏性缺陷处突变信号的犎PPσ 曲线和dH/dxσ 曲线大致呈“先缓后陡”的上升趋势,可分为平缓阶段、过渡阶段和陡升阶段三个阶段。
(中国兵器科学研究院宁波分院 倪培君)
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈