WorkNC编程助推模具结构面自动化加工的解决方案
【编者按】结构面的加工也称为一次加工,主要指模具安装面和挡墙的加工。使用传统软件编制的程序存在很多制约自动化加工的因素,比如:1、挡墙和台面需要分开编程,挡墙面会干涉台面的加工,挡墙部分的加工也难以实现合理层切;2、实际加工步距和设定步距不一致,经常造成台面加工不到位;3、程序的优劣与编程者的经验密切相关,很难保证程序输出物的统一。

而WorkNC软件作为专业的编程软件,深入挖掘其做程序的优势,推动一次加工的自动化、实现开粗省心,精加工不留死角,由于WorkNC不认实体,由最初的构想设计,在程序的安全性、编程简便性和加工自动化三方面充分展开了研究,通过不断将一个个灵感变成具体的刀路实现,最终,给大家呈现出WorkNC在模具结构面自动化加工实现上的解决方案:
一.如何确定加工面
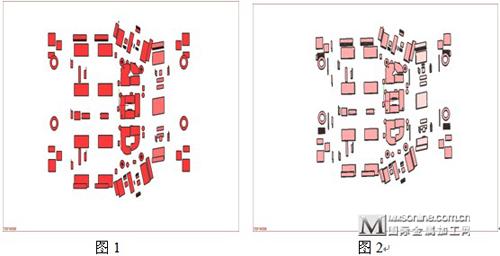
解决方案:一次加工中的加工面一般为红色面,使用按颜色自动抽面命令,选用颜色继承的方式框选抽取红色加工面,如图1所示,将加工面简单处理后保存在特定图层里面,以便将来导入WorkNC时选择方便。
二. 如何做毛坯
使用按颜色自动贴量命令,将所有需要加工的面都贴量13mm,通常加工量都为10mm,为保证程序安全可靠,留出3mm的安全余量。毛坯如图2所示,同样将毛坯单独保存在特定图层里面。
三.如何对加工进行保护
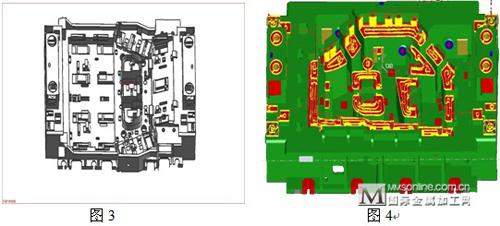
解决方案:对结构面的加工,保护是非常重要的,因为除了加工面以外还有很多非加工的结构面,很容易造成撞刀,解决的办法是,仍然选用颜色自动贴量的方式,将青绿色的非加工面及白色躲避面按颜色自动贴量3mm,去参后整体沿Z负方向平移3mm,这样既能消除保护面对刀轨的束缚,又能做到全方位的保护,保护面状态如图3所示。
四.如何做开粗程序
解决方案:前期的数据导入WorkNC后,使用 WorkNC的“全局粗加工”功法将挡墙和平面一并粗加工完成,挡墙和平面都留量0.5mm,每层切深1mm,二次开粗优选用32钻铣刀层切,将大刀未加工到位的小角清掉,以保证精加工时的余量均匀。为保证加工质量,车间有时会要求挡墙和台面留不同的加工余量给精加工,可使用大刀径编程小刀加工的方式解决。同时为了方便检查刀轨,可将实体作为忽略面导入WorkNC,程序生成后,用实体对照刀轨,当然有了保护面的保护,程序安全性没有问题,只是局部加工会有浪费现象,为了追求程序的最优化,可利用编辑功能将多余的刀轨删掉。
粗加工程序的特点是:有挡墙的地方先从挡墙开始层切,切到台面有量高度时,再将挡墙和台面一块层切,并且层切量小,每层又都是斜向切入工件,无论封闭的还是开发的加工面,都不需要考虑进刀问题,程序如图4所示。同时粗加工采用这种方式,既避免了挡墙对台面加工的干涉,又不会增加台面空跑刀轨,是粗加工自动化的最佳解决方案。
五.如何在WorkNC中精加工台面
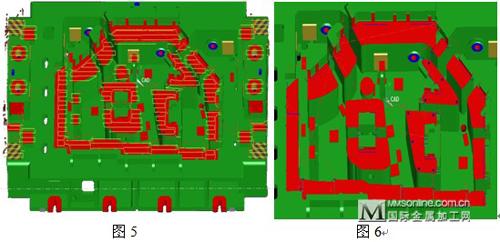
解决方案:选用WorkNC的“平面精加工”功法,设置加工参数选项为平面,设置侧壁预留0.8mm,避免精加工台面时伤到挡墙,只使用工件作为驱动几何体,不选边界,程序生成后如图5所示,外部有空间进刀的,程序会自动从工件外部开始切入,并且程序会先将靠近挡墙的量铣掉,以防加工不到位或抗刀。
带角度的平面可使用视角建立加工方向后,使用同样的方法做程序。
六.如何做挡墙精加工程序
解决方案:同样选用“平面精加工”功法,设置加工参数选项为侧壁,侧壁预留量为0,底面预留量0.5mm,使程序精加工挡墙时不伤到底面,在有挡墙的地方自动生成轮廓刀轨,并且刀轨都自动向外延伸一段,以确保加工到位;又因保护面的作用,进刀都会离开工件3mm,从而保证了程序安全性;导板面的加工,因垂直度要求比较高,可使用“切线加工功法”,每层落1mm进行粗加工,插铣的方式精加工。
为了提高加工效率,可通过将程序复制后分别编辑的方式,将程序按照长短刀完整的分开。至此模座一次加工主体程序已经做完了,对使用WorkNC软件做模具结构面的编程体会很深,并作出了如下总结。
使用WorkNC编程的优点:
1、能实现程序自动生成,使用模板做程序,能保证编程风格统一。
2、加工更简单,只要粗拿量完成了,精加工一刀台面和挡墙就完活了。
3、二次开粗功法的应用保证精加工前的余量均匀,对最终的加工质量更有保证。
4、WorkNC软件编辑功能强大,轻松编辑掉不合理的刀轨。
使用WorkNC编程的缺点:
1、需要其他软件做好前期的数据整理工作。
2、增加两种软件数据转换的工作量和时间
(山东潍坊福田模具有限责任公司: 郑龙海 张美英 李蓬勃)
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈