汽轮发电机定子机座测圆工装的加工
定子铁心采用扇形片装配时,对机座壁板一般不进行加工,铁心的扇形片采用定位筋来定位。定子铁心叠片质量的优劣,决定了电动机的气隙均匀性,气隙对电动机性能的影向很大,是考量电动机运行性能和品质的一项重要指标。因此定位筋作为铁心叠片的基准,控制其装焊精度显的尤为重要。汽轮发电机定子机座测圆工装是用于检测定子机座装焊定位筋和检测铁心叠片准确与否的检测工装。
1.工装结构与使用方法
定子机座测圆工装主要由测量中心柱组件,调整测量中心与垂直度组件及固定组件三个部分组成。工作时,将底板5用沉孔螺栓把死在带有T形槽的装配平台6之上,通过底盘3上的把紧螺栓和调节螺杆4将底盘3与底板5组成了工装的垂直度调整系统,将测量中心柱组件2用压板螺栓组件固定在底盘3之上,放松底盘3上的把紧螺栓,调整调节螺杆4使测量中心柱组件2达到垂直度要求,拧紧把紧螺栓。将汽轮发电机定子机座吊装到定子机座测圆工装之上,先初步与测圆工装同轴(即以测圆工装为轴心),定子机座调平固死。放松测量中心柱组件2上的压板螺栓,用调节支架组件1上的调节螺钉对测量中心柱进行微调,使测量中心柱与定子机座同轴,达到同轴后把紧压板螺栓将测量中心柱固死。以测量中心柱为中心,内径测量杆(内径千分尺)为工具,测量定位筋上下两点位置,定准后装焊在定子机座之上,按要求装焊周圈定位筋。同理,用内径测量杆检测铁心叠片。定子机座测圆工装如图1所示。
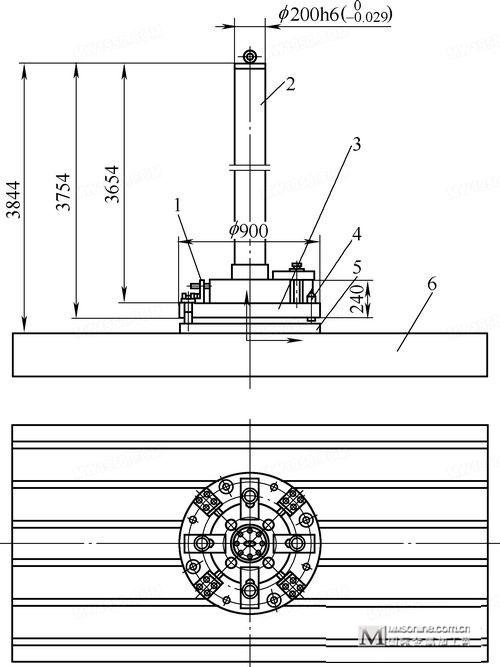
图1 定子机座测圆工装
1. 调节支架组件 2. 测量中心柱组件 3.底盘 4.调节螺杆 5.底板 6.装配平台
2.工装测量中心柱技术参数与指标
汽轮发电机定子机座铁心与水轮发电机定子机座铁心相比,其铁心直径较小,长度较大。这就意味着其气隙较小,轴向分布较长,对于其检测工装的精度要求也较高。定子机座测圆工装的关键点在测量中心柱组件,测量中心柱的加工精度是工装成败的最大难关所在。测量中心柱直径φ200mm,长度在4000mm以内,尺寸公差与直线度公差均按6级精度要求,圆度公差按7级精度要求,柱轴直线度每1000mm控制在0.03mm, 4000mm以内直线度限制在0.05mm,垂直度因工装可进行自行调整放宽到7级精度φ0.25mm,表面粗糙度值Ra=1.6?m。工装测量中心柱组件如图2所示。

图 2 测量中心柱组件
3.实施效果
本工装没有达到预定效果。问题原因既非结构,也不是设计与工艺,而是因为加工设备精度低,无法满足使用要求。测量中心柱原拟于在数控50型车床加工,利用数控机床闭环检测与补偿功能,对测量中心柱进行整段测量,分析数据,找出缺陷规律,分段进行补偿。我部经过与操作技师、分厂施工技术人员及分厂领导群策群力制定出可行的技术方案。机座测圆工装应该说不存在大的问题。但在加工测量中心柱时,由于机床长久和频繁的超负荷工作,产生了较为严重的磨损和故障,几经维修,机床均不能达到使用要求。因此放弃了这一方案。测量中心柱的精度要求对于普通车床来说无论何种方法都无法满足加工要求。我公司大多设备都是由普通车床改造成数控车床。由于其陈旧且长期担负过重的任务,其加工精度很低,就是新的机床也不能胜任。我公司有两台半闭环数控50型车床,因远离使用场地,远距离运输会破坏测量中心柱的精度,更要紧的是对于半闭环数控机床性能见析匮乏,且施工技术员与操作技师均对加工这样的细长轴工件和高精度要求,无实作经验,而其他机床的有经验的施工技术员与操作技师不了解这类机床,因此这一方案也不能实施。最后只能降低精度要求,在较陈旧的数控50型车床上加工。加工后检测结果:表面粗糙度较差,用人工砂纸打磨法勉强达到表面粗糙度值Ra=3.2?m ,直线度、圆度及尺寸公差均相差太大。不能用于检测,工装达不到预定效果。
4.结语
新技术、新成果高速发展的今天,我们明显感到所掌握的知识过于老化,已不能适应新技术、新设备。由于从未担负过设备管理与生产施工及操纵数控机床的工作,对于机床与加工了解甚少,因此在加工技术方面,显得过于浮浅。半闭环50型数控车床所能达到什么效果心中无底就说明对数控知识的匮乏。因此在金属加工上实无好的构思奇想,鉴于金属加工杂志提倡:不怕做不到,就怕想不到之畅议,我们针对公司现状,设想了一个现阶段难以实现的想法,就是在已陈旧和磨损的普通机床及数控机床上能否利用高速发展的新数控技术,对其进行技术改造,在车床上增加磨头辅具,利用数控检测与补偿功能弥补机床的制造和使用耗损。将机床升级到能够加工6级精度的加工能力,或达到7级、8级精度的加工能力也可,但成本投入不能高,使用方既能接受,又能认可升级之必要,如果能够做到这一目标,将会对国家工业发展作出突破性的发展与提升。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈