二维码技术在发动机零件加工线上的应用
【编者按】京汽车集团有限公司将二维码(DPM)技术应用到生产中,率先实现对发动机缸体、缸盖、曲轴的精确追溯(连杆和凸轮轴因为零件可打标位置较小,不适合打印二维码,只能进行批次追溯)。
2012年,南京汽车集团有限公司将二维码(DPM)技术应用到生产中,率先实现对发动机缸体、缸盖、曲轴的精确追溯(连杆和凸轮轴因为零件可打标位置较小,不适合打印二维码,只能进行批次追溯)。在缸体线、缸盖线和曲轴线的九道工序配置了二维码的打标和扫描装置,先在工件上打印二维码(包括零部件标识码、零部件号码、毛坯供应商代码和零部件序号等信息),再通过二维码扫描,借助于PT-MES的数据采集和上传通道,由检测设备绑定工件的二维码及测量数据,上传至Q-DAS系统。缸体、缸盖和曲轴流入发动机装配线后,通过上线二维码的扫描,进行总成匹配和采集,从而实现产品的精确追溯。(参阅二维码在刀具管理系统中的应用)
DPM(Direct Part Mark)是一种特殊的标识制作技术,而并不是一种条码标准,一般称之为“直接零部件标识”。该技术可以实现直接在零部件表面上做标识,而不需要纸张、标签一类的标识载体。
在二维码的打标应用方面,目前我厂主要采取自动打标的方式。工件定位夹紧后,接近传感器将感应信号发送给PLC控制器,控制器根据控制逻辑,将零部件标识码、零部件号码、毛坯供应商代码及零部件序号按照一定格式通过RS232数据线发送给打标机控制器,打标机在接收到PLC的指令后将上述信息以二维码格式在工件上打印出来。随后,扫描仪进行二维码扫描。如图1所示,在缸体线和缸盖线的上线处采用气动打标,在曲轴线的终检设备的出料口处采用激光打标。

图1 二维码实际应用
二维码的打标、扫描工位介绍
以缸盖线为例,在OP10设置二维码的上线打标扫描工位,在质量门(OP150)设置了二维码的下线扫描工位,OP50是中间的二维码扫描工位,类似二维码的下线扫描工位。
1.二维码的上线打标扫描工位
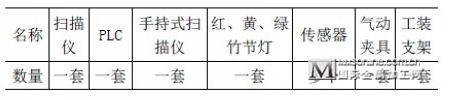
上线打标扫描工位主要设备介绍见表1。
表 1

二维码的上线打标扫描工位工艺流程:
1)在HMI主界面上点击“循环开始”按钮,系统开始运行,挡料夹具伸出。
2)当传感器感应到工件时,隔料机构动作,将第二个工件隔开。
3)夹紧机构伸出,定位、夹紧工件。
4)判定机构伸出,探测工件的供应商型号是否与Panel(控制板)上设置的型号一致。若不
一致,系统Panel上报警,报警灯报警,系统停止运行等待人工干预。
5)移动机构将打标机移动到位。
6)系统将打标序号发给打标机控制器,起动打标机打印二维码。
7)打印完成,打标机退回初始位置,扫描仪移动到位。
8)系统扫描工件上的二维码。
9)若扫描解码失败,系统Panel上报警,竹节灯亮红灯,重扫按钮灯亮;操作工可按重扫按钮,重新尝试扫描解码;或者操作工可以通过观察Panel上图像,手动输入可读码。
10)若扫描解码成功,但是内容与上次重复,系统Panel上报警,竹节灯亮红灯,重扫按钮灯亮;操作工可按实际情况操作。
11)若扫描解码成功,竹节灯亮绿灯闪烁,夹具松开放行工件。
2.二维码的下线扫描工位介绍
下线扫描工位主要设备见表2。
表 2
二维码的下线扫描工位工艺流程:
1)当工件随滚道流至下线扫描工位时,传感器探测到该工件。
2)扫描仪自动进行扫描,即拍照解码,将解码信息传给PLC。
3)若扫描解码成功,竹节灯亮绿灯闪烁,夹具松开放行工件。
4)操作工可以通过Panel上装有的人机监控界面,监控到2D扫描仪的扫描结果。
5)若扫描仪扫描解码失败,系统竹节灯自动报警,操作工可根据Panel上显示的照片,在系统提供的输入界面中人工输入该二维码数据,系统自动将该数据作为扫描获取的信息传至PLC,完成操作。
6)系统提供硬件Rescan(重新扫描)按钮,用于手动重扫二维码。当自动扫描解码失败,可按此按钮使扫描仪重扫该二维码,再次尝试解码,若此按钮灯常亮,表示该功能有效。
7)系统提供硬件ByPass(旁路功能)按钮,用于强制释放当前操作的工件。按下此按钮,系统释放夹具,无条件放弃当前操作的工件。
信息系统查询
要实现产品的精确追溯,产品信息查询和产品测量数据查询是两个主要手段,通过PT-MES进行产品信息查询,通过Q-DAS进行产品测量数据查询的。以下是具体的查询方法。
1.PT-MES产品信息查询
以查询曲轴产品信息为例:登录PT-MES系统后,访问“生产控制>产品信息查询>产品信息查询”菜单。可以选择“产品”、“时间”等作为筛选条件,缩小查询范围。
列名解释:1)序列号——工件上二维码明码。2)钢印号——曲轴五位分组号。3)状态——产品状态(A表示正常状态,P表示报废状态,H表示锁定状态)。4)工位——工件最近经过的工位。5)操作码——工位执行的操作指令:OP170表示自动扫描二维码;OP170M表示手工输入二维码;QGH表示手工锁定质量门;QGR表示手工释放质量门;CPM表示手工置料废状态;SCPW表示手工置工废状态。6)质量门数——当前未关闭的质量门,曲轴线定义了OP170为人工目检质量门。工件上线(OP160)后, 质量门数为1;工件通过人工目检质量门(OP170)后,质量门数为0。
2. Q-DAS测量数据查询
以查询缸盖OP50 JWF泄漏测量值为例,按照以下步骤在Q-DAS软件上进行操作:打开Q-DAS软件后,确认是否为机加工线的数据库连接;选择“从数据库读入”数据,缸盖OP50 JWF测量值的零件名称是10020763,Cylinder Hea(JWF);弹出确认窗口,选择“是”;选择“数值栏”以列表形式显示测量值;右键“显示附件信息域”,以显示追溯码、测量日期、时间等附件信息;最终显示样式。
二维码追溯系统的常见问题及解决措施
1.二维码扫描合格率低
在项目验收阶段,经常遇到二维码扫描合格率低的问题,通过分析采取了以下措施:
1)增加辅助光源,降低背景干扰。
2)利用反显原理,将相机倾斜安装,增加光线的对比度。
3)调整相机的焦距。
4)加深打印深度。
5)定期更换针头。
通过上诉措施的实施,目前二维码扫描合格率达到99.9%,达到了预期的目标。
2.扫描效果的一致性问题
我们曾经遇到这样的情况:在曲轴生产线成功扫描的工件,装配线的二维码扫描枪无法读取该曲轴的二维码,造成生产组织的混乱。后来调整了曲轴线和装配线的两台扫描枪的设置参数,使之在读码能力和读码效果上做到完全一致,解决了该问题。
3.工废和料废的处理
工料废处理后Andon的计数应该减少,但实际上Andon上的计数累加。我们要求供应商修改手工扫描枪的扫码程序,通过PT-MES的后台处理,确保在扫描工料废件时, Andon上的计数相应地自动减少。
二维码技术在发动机的制造加工过程中有其独特的优势,是未来发展的趋势。但是,二维码追溯系统是一项系统工程,涉及到操作流程、设备调整、数据上传、系统融合(PTMES、Q-DAS)及信息管理等多项工作的整合,只有协调好上述工作,严格按照流程办事,才能充分发挥出该项技术的优势,使其成为质量追溯和生产管理的有效工具。
(胡劲松 汪道贵)
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈