山高:Jabro整硬铣刀致力于医疗行业的高品质与低成本
【编者按】医疗行业中,齿科和整形外科植入件的制造迅速增长。髋关节和膝关节预计将持续增长至2030年,市场预期为500亿美元。成本控制对于保持竞争力显得尤为重要。考虑到这个因素,膝关节、髋关节和齿科供应商应同时关注成本降低和高品质。【参阅山高推出用于钢件车削的高可靠性 CBN010 刀片】
去年,大约三百万人做了髋关节或膝关节置换,还有更多人将要做做髋关节或膝关节置换。全球齿科市场同样在迅速增长。有报道称,在2009-2014年间的平均增速预期为6.04%,市场将达到40亿美元。
由于这些零件用于人体,故制造时有相当严格的控制,确保高品质。随着市场的迅速增长和成熟,成本控制对于保持竞争力显得尤为重要。膝关节和髋关节植入件在OEM中占有主导地位,山高刀具能提供专业的解决方案,包含刀具设计和高品质服务以确保产品的高品质及成本节约。本文将详细介绍行业内的三种解决方案。
1 全膝关节置换
在很多时候,我们谈论膝/髋关节置换(TKRs/THRs)。TKR膝关节植入件包含三个主要组件:股骨组件,胫骨托架以及高密度聚乙烯垫。

图1 膝关节植入件
让我们仔细看一下这个胫骨垫。工件材料为UHMWPE或称其为超高分子聚乙烯。这种材料很软,因此切削力小。表面粗糙度应不大于0.50 µm,意味着需要高端的精加工专用刀具。山高的Jabro™设计了一款‘Premier Finish’整体硬质合金铣刀,能够胜任此加工,并全球领先。
1.1采用球头铣刀的老式加工方法
股骨件和胫骨垫的加工难点在于它们独特的形状,尤其是胫骨垫的骨节曲面形状更难加工。
之前加工胫骨垫的方法是用一把抛光过的HSS成型刀或者传统的硬质合金铣刀。除此以外,刮削的方法也经常被使用。两种方法均有缺陷。
· 第一个方法通常在表面产生明显的尖点,另外为了获得平滑的切削路径,设备必须足够快速。
· 这些刀具由于其零前角、小螺旋角,很难获得良好的加工表面。
· 第二种方法只能做具有圆弧表面的产品,但由于刀体限制、成形零件夹持等设计限制因素,无法实现所有的圆弧加工。
为了获得满意的表面粗糙度,必须增加可靠性较低的操作环节。人工抛光或喷砂处理会带来不可预计的加工时间、成本和品质效果。
为了克服这些困难,山高Jabro开发了一款新的刀具Premier Finisher(图2)。刀具的设计基于工件表面的凹凸面以及切线和连接的直线。相比模具而言,此轮廓公差较宽,当然,这种刀具的制造,在切削刃口几何结构上也经常面临问题,如下所述:
凹面和凸面形状的重叠
最大直径
当轮廓以小圆弧结束或开始
这些潜在问题的发生是因为砂轮压力迅速改变,或者导致太多的磨削热量影响了刃口,使得刃口不能足够锋利,这样在切削时产生剪切力而不是切削力。
Premier Finisher整硬铣刀在研磨过程中,全切削刃保持恒定的切削前角,刃口圆弧5µm左右。切削速度在200 - 600 m/min之间,具体依据CNC机床而定。通常,如果控制系统良好,能够获得更高进给。每齿进给通常在0,003-0,005*刀具直径:一把d20直径的刀具,为0.06-0.1 mm/z,刀具寿命通常为1000-2000件。通常建议在刀具磨损之前一直放在机床上,移除或储存带来刀具损坏的风险较高。
在下节中,将推荐这个刀具的其它规程并详细讨论。
装卸:由于刃口特别容易损坏,刀具必须非常仔细地进行装卸。要避免与金属触碰,另外,手指甲的触碰同样会造成轻微的刃口损坏。

图2 山高 Jabro的Premier精加工刀具
物流:在运输过程中必须有保护措施。刀具被保护并用蜡密封在包装盒内。并张贴标签“小心轻放”“不要重新包装”。
测量和检测:在医疗行业,可追溯性特别重要,为确保工艺质量,采用封闭的工艺,所有刀具均有单一的激光标志。Helicheck设备可确保其可靠性和质量标准,测量均采取非接触式光测量,而不用与刀具直接接触的测量技术,并采用密封的研磨程序,质检报告附在刀具盒内,以便客户确认品质。
刀具设置:操作者应按照指示去除保护蜡,找到报告提供的正确直径。刀具可以修磨达五次,明显的磨损出现时,安全的包装是必要的,避免不可控的损坏。
清洁:当设备同时也用于加工金属植入件时(钛/钴铬合金及不锈钢),注意彻底清理机床。金属切屑与刀具直接接触会损坏刃口。因此机床设备很有必要具备良好的过滤系统,以确保切削液清洁。UHMWPE材料的品质同样也是植入件供应商要考虑的关键因素。
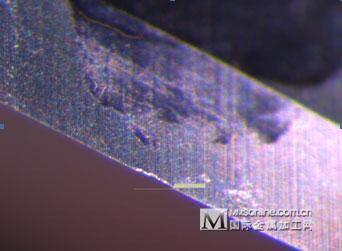
图3 切削刃口177µm磨损
不合格的原材料将导致磨损(图3)。刀具的提前磨损可能是由于被加工材料聚乙烯不纯。出现这种情况,必须关注采购环节。
1.2 结论
与球头刀相比,这种Premier Finish刀具价格高出8倍,但单件成本会大大降低(节省高达5倍),可以同时提高品质和降低成本,故投资这种刀具是值得的。
2 全髋关节置换
在全髋关节置换中,髋关节臼杯(图4)具有不同的尺寸和厚度,是植入件的一个部件。在这个章节中,详细介绍了这些医疗元件的加工。
2.1 加工区域的功能
其中要铣削的一个特征就是定位面和阻转面。这个特征是用于压入髋臼杯中的聚乙烯垫。另一个要铣削的区域是孔的背面,特制螺钉用于连接臼杯和髋骨。

图4 全髋关节置换臼杯
2.2 材料和加工特征
髋臼杯的材料是TiAl6V4,这种材料的加工特点广为人知:理想的切削条件下,可使用高达275 m/min的切削速度。可获得的进给速率与刀具直径及切削宽度有关。例如一个d10 mm的刀具,切削宽度为0.3 mm,进给量可达0.1 mm/z。
工件实际上是一个半球面,阻转面在球形内侧,孔是从内向外钻铣(径向),同样可以加工背面。
2.3 切削参数
加工受到工件设计形状和装夹方法的限制。工件的装夹部位是一个最后切除的圆柱状工艺头。考虑到工件的几何形状以及薄的边缘,可以使用d4 mm的JH910系列刀具,此刀具具有Tribon涂层,可以用于铣削定位面。最适宜的线速度为120 m/min,进给量为0.05 mm/z。要求之一是不同规格的臼杯必须用一把钻头进行加工。配合工件的圆柱形/球形几何结构,开发了一种特制的复合钻头,用于一次加工两个特征。钻头的线速度大约在40 m/min时,加工寿命较好,加工工艺和孔公差的要求均可达到。背面加工刀具需根据不同的尺寸进行定制,这种新的设计是一种T形槽刀具,切削直径d5.4 mm。必须加工孔边缘的1.8 mm宽的区域,故柄部直径只有d1.6 mm。这当然限制了参数的提高,但综合优化的硬质合金基体,以及几何结构和加工策略,此工艺十分优良。线速度可以在60m/min左右,应用螺旋插补铣。
2.4 以前的加工方法
定位面加工的老方法基于传统刀具:刃长和几何结构没有根据这种操作要求进行优化,加工参数受限。使用标准钻头分两步钻孔,再有一个球头刀铣圆弧面,还需要一个额外的去毛刺步骤。背部用一种镗刀进行加工,一个操作可完成加工。
由于此加工操作切削力的作用,在轻微磨损后,刀具即发生弯曲。由于切宽与刀具的柄径/长度比有关,加工时也容易产生刀具振动。
采用新方法可以节省50%刀具成本,综合起来能节省大约30%。
3 齿科植入体
与外科植入物相接近,齿科植入体也是SECO在医疗行业的兴趣之一。材料主要为CoCr,Zr,PMMA(透明热塑性塑料),Ti,E.max CAD(创新型焦硅酸锂微晶陶瓷)。加工时间取决于品质要求和应用种类。加工部件一般是齿模、支架、植入体和齿桥。
在这些不同的材料和组件中,下面讨论一下优化的钛合金齿桥加工工艺。

图5 钛合金齿桥
这个部件有二级钛加工而成。没有五级钛的强度高。纯度为99,6%,相对较软。抗拉强度正好是临床要求的水准275 MPa。最高的抗拉强度为345 MPa,通常用于抗腐蚀应用中。
3.1 应用实例
加工工艺包括d8mm及d2mm立铣刀做粗加工和精加工。设备为Willemin-Macodel,功率10 kW,最高转速30000 rpm。主轴规格为HSK E40,热缩刀柄,刀具悬长28 mm。刀具为Jabro的JH920结构两刃铣刀,加工时间11分钟,装刀1分钟。加工成本一小时€ 76。一年加工9000件(40件/天*每周6天)。
为改善此应用,采用了不同的刀具进行了测试。包括快进给刀具(JHF180 & JHF 980,定制涂层),一把高性能刀具和一个微型刀具。
3.2 切削参数据与结果
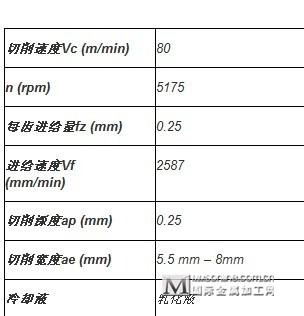
不同刀具采用不同切削参数进行测试后,取得最好结果的是JHF980K080-MEGA,减少加工时间达7分钟,切削参数如图6所示。
图6 JHF980K080-MEGA的切削参数
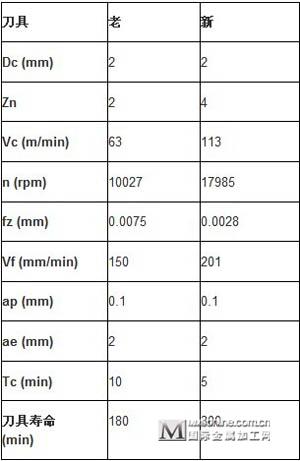
接下来采用的4刃刀具JM920,能减少50%的加工时间,显著提高刀具寿命。切削参数如图7所示。
图7 JM920与老刀具的切削参数对照
有了这些改善之后,还进行了生产率&成本分析(PCA)。结果显示年成本节约为45%,大约相当于750小时的工作量。详细见图8。
图8 JM920刀具的PCA分析

这篇文章中,我们集中关注医疗行业。正如开始所说的,全球的骨科植入件及齿科植入体市场迅速增长。这里介绍的详细应用表明了山高刀具集团在这个行业内的价值。山高刀具在传递高附加值改变客户需求的过程中,为金属切削领域添砖加瓦。
(山高刀具(上海)有限公司 刘天喜 苏国江 )
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈

