数控机床编程七--Master CAM自动编程一
Master CAM自动编程
美国CNC Software 公司的Master CAM、能够接受来自UGⅡ、Pro/Engineer、CATIA、CADDS、CIMATRON、CAXA、Solid Works、Auto CAD 等常见的各种CAD/CAM系统在内的2D/3D文件格式,能完成从2D设计到3D设计及CAM编程的技术过程,适合于各种数控系统的机床,如日本的FANUC、美国的DANAPTH、德国的西门子系统,是CAD和CAM集成在一起的一套非常完整的软件。
7.2.1 Master CAM的特点及功能
使用Master CAM编程时,只要在CAD部分绘制零件的二维或三维图形后,便可在CAM的刀具路径中选择适当的加工模块,根据工艺要求设置相应的刀具参数和特性参数,生成刀具路径NCI文件,再通过后置处理程序生成NC文件,即数控机床能够识别的加工代码,然后进行适当的编辑和修改,传输给数控机床。装上相应的刀具,便可进行各种不同类型的加工。对于复杂的机械零件,只要将它的二维或三维图形绘出来,通过一些简单的计算机操作,就可以完成繁杂的加工程序编制工作。这是以前在机械加工中难以想象的一种新加工方法,它取代了繁琐而复杂的编程工作,大大提高了数控机床的加工效率,降低了制造成本,减少了开发新产品的时间。主要有以下几个功能:
(1)同时具备CAD/CAM功能:
1) Master CAM采用了先进的NURBS样条设计,对样条(Spline)曲线可做熔接(Blend)、补正(offset);多边形、椭圆等图形都有新的画法,切线、平行线等绘制更加方便。
2) 曲面处理可由两个曲面或三个曲面产生熔接曲面,可对三个曲面做过渡处理。
3) 可提供曲线与曲面、平面与曲面、曲面与曲面倒圆角功能。 4) 可以用剖切、边界线、交线、投影线等方式产生曲线,在多个曲面上也可以产生以上曲线。 5) 基本曲面由举升、昆氏、直纹、旋转、扫描、牵引等方式产生,系统还提供了立方体、圆柱、圆锥、球、环等封闭的曲面. 并且采用了实体造型、图素拼合和实体的布尔运算等手段,使零件图绘制更方便、更快捷。 Master CAM 8.0还提供了将实体模型转化为表面模型的功能,这样绘制同一幅图形时既可以使用表面模型绘图也可以使用实体模型绘图。 6) 可将ACIS实体转换为Master CAM的曲面,亦可方便地接收AutoCAD的DXF及DWG文件,与SolidWorks 三维参数化实体造型软件有专用数据接口。 7) 由于Master CAM 8.0 使CAD与CAM做了更为明显的分工,所以Master CAM 与其他CAD软件更容易交换信息。也就是说,其他CAD软件绘制的图形,一般不需要做进一步的处理就能够为Master CAM所利用。 这些强有力的造型功能,使用户制作三维模型时,充分体会到新一代Master CAM的魅力。
(2)加工方式多,适用机床广
1) 可进行2~5轴加工,分外形、挖槽、钻孔、曲面等加工方式。除此之外,还保留了以前常用的几种加工方式。 2) Master CAM 8.0将原来分开操作的各种曲面加工进行归类,并分为粗加工和精加工。 3) 零件采用放射粗、精加工,刀具路径对回转中心呈辐射状,解决了行切方式加工陡壁零件时效果不好的问题。 4) 加工中可设定起始角度、旋转中心及起始补正距离,以切削方向容差及最大角度增量控制表面精度。 5) 对于极不规则的零件,可先做2D刀具路径,然后把刀具路径投影至多重曲面进行加工。 6) 新版还提供了一个有用的功能;批次加工。当多个刀具路径需生成时,可采用此方式,设置好每个任务的加工参数,调整加工次序,即可让系统按照次序自动执行每一个处理过程。对目前常见的数控机床,Master CAM几乎都有后置处理程序,因此这些机床都可以使用Master CAM编程。
(3)可以与机床直接通信 Master CAM可以使用计算机的RS-232串行通讯接口,将编制好的程序传送到数控机床中,减少了程序输入的工作量。
(4)可以进行模拟加工和计算加工时间 1) 通过设定毛坯及刀具的形状、大小及不同颜色,可以从计算机上观察到实际的切削过程。 2) 系统同时给出有关加工情况报告,如去除材料的余量和加工时间等,并检测出加工中可能出现的碰撞,干涉等问题以及报告发生的错误在刀具路径文件夹中的位置。这样可省去试切的过程,节约时间,降低材料消耗,提高效率。
(5)可以自备刀具库和材料库
自备刀具库和材料库可以减少编程的工作量。
(6)操作效率高
1) Master CAM 8.0中文版界面上方有灵活方便的工具栏,可让用户自由设定其中的98个按钮,随意调用各种功能。 2) 图形可实时用鼠标拖动旋转,彩色渲染图形也可旋转、平移及缩放,便于用户清楚地观察建立的三维模型。 3) 图形元素选取可用多边形框选,也可取消选择。 4) 用户在操作过程中若有疑问,可随时单击[?]按钮打开帮助文件,显示当前使用功能的详细说明。
7.2.2 Master CAM的车削编程
车削加工是机械加工中使用最多的一道工序,数控车床是数控加工中使用最多的一类机床。用数控车床加工轴类和盘类零件,可以大大地提高生产效率,降低生产成本,减轻劳动强度,提高产品质量。以前国内数控车床大部分使用手工编程加工。一些简单加工零件,一般可以手工编程,但是较复杂的零件必须借助编程软件进行计算机辅助编程。 Master CAM 8.0中的刀具路径与零件的几何模型完全相关。
当修改几何模型刀具参数或加工参数后,刀具路径自动更新。在Master CAM的任务管理器中,可生成、修改和分析走刀路径。为提高编程的自动化程度,用户可把经常使用的加工工步存在数据库中,如粗、精车零件时,可从库中调用储存的加工工步,作用于待加工零件;自动选刀功能,优先显示本加工工步所需的刀具类型,如果没有合适的,也可访问刀具库调用其他的刀具。 Master CAM 8.0具有强大的车削编程功能。智能化的内、外圆粗车功能,在粗车内、外圆时,还可用边界线(Outer Boundary)限定走刀区域。
优化后的端面车削功能,包含了粗车端面和精车端面走刀。其中粗车有两种走刀方式,往复走刀(Zigzag)和单向走刀(One Way);在粗、精车内、外轮廓时,可先车内外圆,然后再车凹槽或凹形。Master CAM具有完整的螺纹加工功能,包括了多头螺纹加工功能、螺纹查表功能和螺纹直径自动计算功能,用户可沿任一角度车削径向槽,用一个点或多个点即可定义待加工的槽,无需构造槽的几何形状。
在车削加工中,Master CAM提供的车削加工创建方法有8种,分别是粗车、精车、端面车削、切槽(径向切削)、钻孔、螺纹切削、切断和C轴加工等。
1.车削加工的基本设置 在车削加工主菜单中选择刀具路径命令。系统主菜单区出现如图7-2所示的车削加工刀具路径菜单。(1)绘制编程用图形 由于在车床加工系统中,工件绕车床主轴旋转,即加工所得到的零件都是对称于Z轴的,所以,在绘制加工几何模型时只需绘制零件的一半外形即可 用Master CAM车削加工时,首先要搞清楚坐标系和坐标原点。车床坐标系可以分为左手坐标系统和右手坐标系统,这是由刀架位置决定的,若刀架和操作人员在同一侧,属于右手坐标系;若刀架和操作人员在不同侧,属于左手坐标系。在绘制图形前,要确定坐标的原点,一般情况下我们选择工件的右端面作为坐标原点位置。一般数控车床控制器为两轴控制,即Z轴和X轴。
Z轴平行于车床主轴,规定刀具远离夹头方向的移动为正Z方向;X轴垂直于车床主轴,规定刀具离开主轴线方向移动为正X方向。X方向的尺寸有两种表示方法:半径值或直径值。在Master CAM中,使用X表示输入的数值是半径值,D表示输入的数值是直径值。用户可以通过选择不同的构图面来设置X方向尺寸的表示方法。绘制工件的几何外形时,常用的构图面有+DZ、-DZ、+DX、-DX,系统确省设置的构图面为+DZ构图面。

此外,还具有镗孔、钻孔功能,可用多个点定义走刀路径。具有自动干涉检测功能,以防止刀具前面、后面与零件干涉;在粗加工、精加工、切槽和阵列(Patten Repeating)加工中支持固定循环和子程序;进/退刀向量设定可定义进、退刀矢量,以控制刀具进入切削和退出切削的方式。
(2)车刀设置 车刀是由刀具插片和夹头两部分组成。Master CAM中提供了多种插片和夹头供用户选择,下面将详细介绍如何设置和编辑车刀。在列表框中列出了当前刀具列表中刀具的总数量、显示的刀具数量、刀具编号、刀具名称、类型、插片、夹头和刀具的使用情况等。当前刀具列表如图7-3中的数量较大时,可以单击对话框中的过滤器按钮可以选择显示哪类刀具。
单击过滤器按钮弹出车刀过滤器对话框。在其中选择显示刀具的类型、使用情况、插片和夹头等进行设置。
在图7-3中单击鼠标右键或单击按钮选项,弹出如图7-4所示的菜单,可以通过该菜单对刀具列表进行管理,包括设置刀具的显示方式、刀具的排列方式、显示刀具图标所需的时间、创建新刀具以及刀具的进刀和退刀等。 下面通过创建新刀具来介绍插片和夹头的设置及刀具参数设置。
其中列出了六种刀具类型如图7-5所示,包括一般外径车刀、螺纹车刀、切槽/切断刀、内孔车刀、钻孔/攻丝/铰孔刀和用户自定义刀具。



1)插片设置。通过选择选项图7-6来设置车刀插片,对于不同类型的刀具,其插片的形状不同。下面将分别介绍各类型刀具的插片设置。一般外径车刀和内孔车刀的插片设置相同,在此仅以一般外径车刀为例进行说明。建立新刀具后,选择插片(Inserts)选项后,弹出图7-6所示对话框,可以通过目录按钮选择刀具目录文件,从中选择预设置的插片;可以把选择的插片存储到选择的刀具目录文件中;可以删除或改名当前选择的插片;也可以定义当前的插片型式、插片形状、插片材质、插片间隙角、插片的斜截面形状、插片的内接圆直径/长度、插片的宽度、插片的厚度和插片圆角半径等选项。
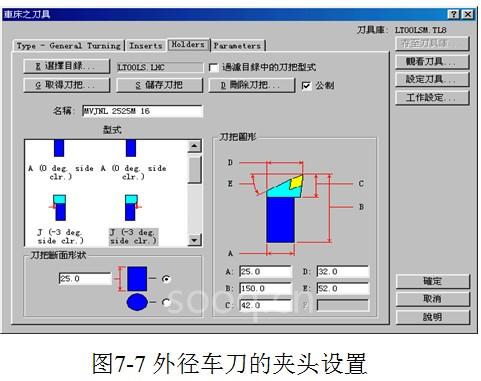
2)夹头设置。对于不同类型的刀具,可供选择的夹头形状不同。插片设置完成后,单击对话框的Holders选项,弹出相应车削的夹头选项对话框图7-7所示。—般外径车削方法的刀具夹头通过三个参数来定义,即夹头样式、夹头的几何外形和截面的形状。用户可以通过夹头样式选项来选择夹头的样式,选定了夹头样式后,系统自动在夹头的几何外形选项弹出所选择的夹头的外形及其尺寸。通过刀把断面形状设定截面形状是圆形还是矩形。

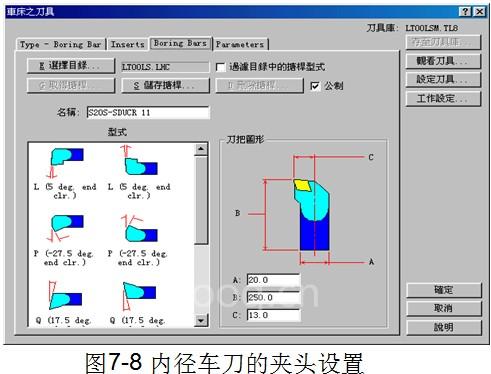
内径车削方法的刀具夹头通过两个参数来定义,即夹头样式和夹头的几何外形。
用户可以通过夹头样式选项来选择夹头样式,选定了夹头样式后,系统自动在几何外形项弹出所选择的夹头外形及其尺寸。具体设置见图7-8所示。
螺纹车削的刀具夹头通过三个参数来定义,即夹头样式、夹头的几何外形和截面的形状。见图7-9所示。 钻孔/攻丝/镗孔的刀具夹头只需通过几何形状选项定义夹头的几何外形即可。见图7-10所示。
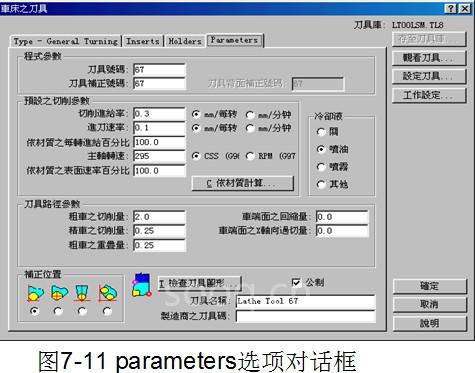
3)车刀切削参数设置。可以通过设置parameters选项对话框图7-11进行刀具的切削速度、进刀量、选择冷却液以及刀具偏移方式等的设置。其设置方法和铣削加工相似,可参阅铣削加工中参数设置的相关内容。
(3)工件设置。除了进行插片和夹头的设置外,还需要进行工件的设置。在主菜单中依次选取T刀具路径→J工作设定选项,弹出如图7—12所示的车床工件设置对话框。在此对话框中进行碰撞边界设置、主轴转向/刀塔设置和车削速度设置。通过设置工件外形、工件夹头、尾座、刀具安全距离等来设置碰撞边界;工件的主轴转向/刀塔通过主轴/刀塔按钮设置,可以设置主轴旋转方向和最大旋转速度,有些数控车床带有旋转轴,刀具可以绕旋转轴进行车削加工。



2.粗加工。
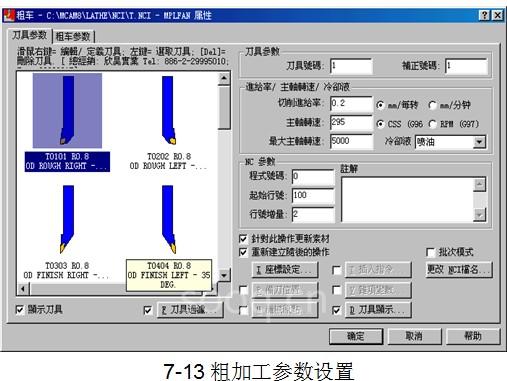
粗车加工刀具路径用于切除工件外形外侧、内侧或端面的多余材料,使工件与最终的尺寸和形状相似,以利于进行精加工。粗加工切削量大。 选择粗加工选项,系统提示选择加工边界,在图形窗口选择进刀点,并在该点选取串连作为欲加工边界,单击执行项,弹出如图7-13所示的粗车加工对话框。可以在该对话框中进行粗车加工刀具路径的设置,粗加工刀具路径设置包括刀具参数和粗车参数两项设置。设置相应参数完成后,单击确定按钮,即可按设置的参数生成粗车加工刀具路径。
刀具参数设置内容主要是有关车刀的相关设置,可参照前面设置的车刀参数设置进行设置。只是增加了坐标设定按钮。如图7-14所示,可以设置刀具原点、夹头的方向左或右和更新最大主轴转速。
选择粗车参数设置。弹出图7-15对话框。下面对此对话框中的参数设置进行说明。(1) 重叠量。当选中该复选框时,相邻粗车削之间设置有重叠量。重叠距离在复选框下面的输入框中输入。选中该复选框后,每次车削的退刀量等于设置的切削深度与重叠量之和。如果不选中该选项,则将在工件外形上留下有凹凸不平的扇形,Master CAM通过设置该选项,使得粗车加工后留下的材料都有一样的厚度。


(2)粗车步进量 。
在输入框中输入的数值是用来设置每次车削加工的切削深度。切削深度的距离是以垂直与切削方向来计算的。(3)X方向上的毛坯预留量。在输入框中输入的数值是设置毛坯在X轴方向上的预留量。(4)Z方向上的毛坯预留量。在输入框中输入的数值是设置毛坯在Z轴方向上的预留量。(5)进刀延伸量。在进刀延伸量输入框中输入的数值是设置刀具开始进刀时距工件表面的距离。(6)切削方法。设置粗加工的模式。Master CAM中提供两种切削方式。单向和双向切削。

美国CNC Software 公司的Master CAM、能够接受来自UGⅡ、Pro/Engineer、CATIA、CADDS、CIMATRON、CAXA、Solid Works、Auto CAD 等常见的各种CAD/CAM系统在内的2D/3D文件格式,能完成从2D设计到3D设计及CAM编程的技术过程,适合于各种数控系统的机床,如日本的FANUC、美国的DANAPTH、德国的西门子系统,是CAD和CAM集成在一起的一套非常完整的软件。
7.2.1 Master CAM的特点及功能
使用Master CAM编程时,只要在CAD部分绘制零件的二维或三维图形后,便可在CAM的刀具路径中选择适当的加工模块,根据工艺要求设置相应的刀具参数和特性参数,生成刀具路径NCI文件,再通过后置处理程序生成NC文件,即数控机床能够识别的加工代码,然后进行适当的编辑和修改,传输给数控机床。装上相应的刀具,便可进行各种不同类型的加工。对于复杂的机械零件,只要将它的二维或三维图形绘出来,通过一些简单的计算机操作,就可以完成繁杂的加工程序编制工作。这是以前在机械加工中难以想象的一种新加工方法,它取代了繁琐而复杂的编程工作,大大提高了数控机床的加工效率,降低了制造成本,减少了开发新产品的时间。主要有以下几个功能:
(1)同时具备CAD/CAM功能:
1) Master CAM采用了先进的NURBS样条设计,对样条(Spline)曲线可做熔接(Blend)、补正(offset);多边形、椭圆等图形都有新的画法,切线、平行线等绘制更加方便。
2) 曲面处理可由两个曲面或三个曲面产生熔接曲面,可对三个曲面做过渡处理。
3) 可提供曲线与曲面、平面与曲面、曲面与曲面倒圆角功能。 4) 可以用剖切、边界线、交线、投影线等方式产生曲线,在多个曲面上也可以产生以上曲线。 5) 基本曲面由举升、昆氏、直纹、旋转、扫描、牵引等方式产生,系统还提供了立方体、圆柱、圆锥、球、环等封闭的曲面. 并且采用了实体造型、图素拼合和实体的布尔运算等手段,使零件图绘制更方便、更快捷。 Master CAM 8.0还提供了将实体模型转化为表面模型的功能,这样绘制同一幅图形时既可以使用表面模型绘图也可以使用实体模型绘图。 6) 可将ACIS实体转换为Master CAM的曲面,亦可方便地接收AutoCAD的DXF及DWG文件,与SolidWorks 三维参数化实体造型软件有专用数据接口。 7) 由于Master CAM 8.0 使CAD与CAM做了更为明显的分工,所以Master CAM 与其他CAD软件更容易交换信息。也就是说,其他CAD软件绘制的图形,一般不需要做进一步的处理就能够为Master CAM所利用。 这些强有力的造型功能,使用户制作三维模型时,充分体会到新一代Master CAM的魅力。
(2)加工方式多,适用机床广
1) 可进行2~5轴加工,分外形、挖槽、钻孔、曲面等加工方式。除此之外,还保留了以前常用的几种加工方式。 2) Master CAM 8.0将原来分开操作的各种曲面加工进行归类,并分为粗加工和精加工。 3) 零件采用放射粗、精加工,刀具路径对回转中心呈辐射状,解决了行切方式加工陡壁零件时效果不好的问题。 4) 加工中可设定起始角度、旋转中心及起始补正距离,以切削方向容差及最大角度增量控制表面精度。 5) 对于极不规则的零件,可先做2D刀具路径,然后把刀具路径投影至多重曲面进行加工。 6) 新版还提供了一个有用的功能;批次加工。当多个刀具路径需生成时,可采用此方式,设置好每个任务的加工参数,调整加工次序,即可让系统按照次序自动执行每一个处理过程。对目前常见的数控机床,Master CAM几乎都有后置处理程序,因此这些机床都可以使用Master CAM编程。
(3)可以与机床直接通信 Master CAM可以使用计算机的RS-232串行通讯接口,将编制好的程序传送到数控机床中,减少了程序输入的工作量。
(4)可以进行模拟加工和计算加工时间 1) 通过设定毛坯及刀具的形状、大小及不同颜色,可以从计算机上观察到实际的切削过程。 2) 系统同时给出有关加工情况报告,如去除材料的余量和加工时间等,并检测出加工中可能出现的碰撞,干涉等问题以及报告发生的错误在刀具路径文件夹中的位置。这样可省去试切的过程,节约时间,降低材料消耗,提高效率。
(5)可以自备刀具库和材料库
自备刀具库和材料库可以减少编程的工作量。
(6)操作效率高
1) Master CAM 8.0中文版界面上方有灵活方便的工具栏,可让用户自由设定其中的98个按钮,随意调用各种功能。 2) 图形可实时用鼠标拖动旋转,彩色渲染图形也可旋转、平移及缩放,便于用户清楚地观察建立的三维模型。 3) 图形元素选取可用多边形框选,也可取消选择。 4) 用户在操作过程中若有疑问,可随时单击[?]按钮打开帮助文件,显示当前使用功能的详细说明。
7.2.2 Master CAM的车削编程
车削加工是机械加工中使用最多的一道工序,数控车床是数控加工中使用最多的一类机床。用数控车床加工轴类和盘类零件,可以大大地提高生产效率,降低生产成本,减轻劳动强度,提高产品质量。以前国内数控车床大部分使用手工编程加工。一些简单加工零件,一般可以手工编程,但是较复杂的零件必须借助编程软件进行计算机辅助编程。 Master CAM 8.0中的刀具路径与零件的几何模型完全相关。
当修改几何模型刀具参数或加工参数后,刀具路径自动更新。在Master CAM的任务管理器中,可生成、修改和分析走刀路径。为提高编程的自动化程度,用户可把经常使用的加工工步存在数据库中,如粗、精车零件时,可从库中调用储存的加工工步,作用于待加工零件;自动选刀功能,优先显示本加工工步所需的刀具类型,如果没有合适的,也可访问刀具库调用其他的刀具。 Master CAM 8.0具有强大的车削编程功能。智能化的内、外圆粗车功能,在粗车内、外圆时,还可用边界线(Outer Boundary)限定走刀区域。
优化后的端面车削功能,包含了粗车端面和精车端面走刀。其中粗车有两种走刀方式,往复走刀(Zigzag)和单向走刀(One Way);在粗、精车内、外轮廓时,可先车内外圆,然后再车凹槽或凹形。Master CAM具有完整的螺纹加工功能,包括了多头螺纹加工功能、螺纹查表功能和螺纹直径自动计算功能,用户可沿任一角度车削径向槽,用一个点或多个点即可定义待加工的槽,无需构造槽的几何形状。
在车削加工中,Master CAM提供的车削加工创建方法有8种,分别是粗车、精车、端面车削、切槽(径向切削)、钻孔、螺纹切削、切断和C轴加工等。
1.车削加工的基本设置 在车削加工主菜单中选择刀具路径命令。系统主菜单区出现如图7-2所示的车削加工刀具路径菜单。(1)绘制编程用图形 由于在车床加工系统中,工件绕车床主轴旋转,即加工所得到的零件都是对称于Z轴的,所以,在绘制加工几何模型时只需绘制零件的一半外形即可 用Master CAM车削加工时,首先要搞清楚坐标系和坐标原点。车床坐标系可以分为左手坐标系统和右手坐标系统,这是由刀架位置决定的,若刀架和操作人员在同一侧,属于右手坐标系;若刀架和操作人员在不同侧,属于左手坐标系。在绘制图形前,要确定坐标的原点,一般情况下我们选择工件的右端面作为坐标原点位置。一般数控车床控制器为两轴控制,即Z轴和X轴。
Z轴平行于车床主轴,规定刀具远离夹头方向的移动为正Z方向;X轴垂直于车床主轴,规定刀具离开主轴线方向移动为正X方向。X方向的尺寸有两种表示方法:半径值或直径值。在Master CAM中,使用X表示输入的数值是半径值,D表示输入的数值是直径值。用户可以通过选择不同的构图面来设置X方向尺寸的表示方法。绘制工件的几何外形时,常用的构图面有+DZ、-DZ、+DX、-DX,系统确省设置的构图面为+DZ构图面。
此外,还具有镗孔、钻孔功能,可用多个点定义走刀路径。具有自动干涉检测功能,以防止刀具前面、后面与零件干涉;在粗加工、精加工、切槽和阵列(Patten Repeating)加工中支持固定循环和子程序;进/退刀向量设定可定义进、退刀矢量,以控制刀具进入切削和退出切削的方式。
(2)车刀设置 车刀是由刀具插片和夹头两部分组成。Master CAM中提供了多种插片和夹头供用户选择,下面将详细介绍如何设置和编辑车刀。在列表框中列出了当前刀具列表中刀具的总数量、显示的刀具数量、刀具编号、刀具名称、类型、插片、夹头和刀具的使用情况等。当前刀具列表如图7-3中的数量较大时,可以单击对话框中的过滤器按钮可以选择显示哪类刀具。
单击过滤器按钮弹出车刀过滤器对话框。在其中选择显示刀具的类型、使用情况、插片和夹头等进行设置。
在图7-3中单击鼠标右键或单击按钮选项,弹出如图7-4所示的菜单,可以通过该菜单对刀具列表进行管理,包括设置刀具的显示方式、刀具的排列方式、显示刀具图标所需的时间、创建新刀具以及刀具的进刀和退刀等。 下面通过创建新刀具来介绍插片和夹头的设置及刀具参数设置。
其中列出了六种刀具类型如图7-5所示,包括一般外径车刀、螺纹车刀、切槽/切断刀、内孔车刀、钻孔/攻丝/铰孔刀和用户自定义刀具。
1)插片设置。通过选择选项图7-6来设置车刀插片,对于不同类型的刀具,其插片的形状不同。下面将分别介绍各类型刀具的插片设置。一般外径车刀和内孔车刀的插片设置相同,在此仅以一般外径车刀为例进行说明。建立新刀具后,选择插片(Inserts)选项后,弹出图7-6所示对话框,可以通过目录按钮选择刀具目录文件,从中选择预设置的插片;可以把选择的插片存储到选择的刀具目录文件中;可以删除或改名当前选择的插片;也可以定义当前的插片型式、插片形状、插片材质、插片间隙角、插片的斜截面形状、插片的内接圆直径/长度、插片的宽度、插片的厚度和插片圆角半径等选项。
2)夹头设置。对于不同类型的刀具,可供选择的夹头形状不同。插片设置完成后,单击对话框的Holders选项,弹出相应车削的夹头选项对话框图7-7所示。—般外径车削方法的刀具夹头通过三个参数来定义,即夹头样式、夹头的几何外形和截面的形状。用户可以通过夹头样式选项来选择夹头的样式,选定了夹头样式后,系统自动在夹头的几何外形选项弹出所选择的夹头的外形及其尺寸。通过刀把断面形状设定截面形状是圆形还是矩形。
内径车削方法的刀具夹头通过两个参数来定义,即夹头样式和夹头的几何外形。
用户可以通过夹头样式选项来选择夹头样式,选定了夹头样式后,系统自动在几何外形项弹出所选择的夹头外形及其尺寸。具体设置见图7-8所示。
螺纹车削的刀具夹头通过三个参数来定义,即夹头样式、夹头的几何外形和截面的形状。见图7-9所示。 钻孔/攻丝/镗孔的刀具夹头只需通过几何形状选项定义夹头的几何外形即可。见图7-10所示。
3)车刀切削参数设置。可以通过设置parameters选项对话框图7-11进行刀具的切削速度、进刀量、选择冷却液以及刀具偏移方式等的设置。其设置方法和铣削加工相似,可参阅铣削加工中参数设置的相关内容。
(3)工件设置。除了进行插片和夹头的设置外,还需要进行工件的设置。在主菜单中依次选取T刀具路径→J工作设定选项,弹出如图7—12所示的车床工件设置对话框。在此对话框中进行碰撞边界设置、主轴转向/刀塔设置和车削速度设置。通过设置工件外形、工件夹头、尾座、刀具安全距离等来设置碰撞边界;工件的主轴转向/刀塔通过主轴/刀塔按钮设置,可以设置主轴旋转方向和最大旋转速度,有些数控车床带有旋转轴,刀具可以绕旋转轴进行车削加工。
2.粗加工。
粗车加工刀具路径用于切除工件外形外侧、内侧或端面的多余材料,使工件与最终的尺寸和形状相似,以利于进行精加工。粗加工切削量大。 选择粗加工选项,系统提示选择加工边界,在图形窗口选择进刀点,并在该点选取串连作为欲加工边界,单击执行项,弹出如图7-13所示的粗车加工对话框。可以在该对话框中进行粗车加工刀具路径的设置,粗加工刀具路径设置包括刀具参数和粗车参数两项设置。设置相应参数完成后,单击确定按钮,即可按设置的参数生成粗车加工刀具路径。
刀具参数设置内容主要是有关车刀的相关设置,可参照前面设置的车刀参数设置进行设置。只是增加了坐标设定按钮。如图7-14所示,可以设置刀具原点、夹头的方向左或右和更新最大主轴转速。
选择粗车参数设置。弹出图7-15对话框。下面对此对话框中的参数设置进行说明。(1) 重叠量。当选中该复选框时,相邻粗车削之间设置有重叠量。重叠距离在复选框下面的输入框中输入。选中该复选框后,每次车削的退刀量等于设置的切削深度与重叠量之和。如果不选中该选项,则将在工件外形上留下有凹凸不平的扇形,Master CAM通过设置该选项,使得粗车加工后留下的材料都有一样的厚度。
(2)粗车步进量 。
在输入框中输入的数值是用来设置每次车削加工的切削深度。切削深度的距离是以垂直与切削方向来计算的。(3)X方向上的毛坯预留量。在输入框中输入的数值是设置毛坯在X轴方向上的预留量。(4)Z方向上的毛坯预留量。在输入框中输入的数值是设置毛坯在Z轴方向上的预留量。(5)进刀延伸量。在进刀延伸量输入框中输入的数值是设置刀具开始进刀时距工件表面的距离。(6)切削方法。设置粗加工的模式。Master CAM中提供两种切削方式。单向和双向切削。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。
网友评论
匿名:
相关链接
最新反馈
- 暂无反馈
无须注册,轻松沟通