数控车削加工程序编制-- 辅助功能(M功能)
辅助功能(M功能)
主要控制机床主轴或其他机电装置的动作,还可用于其他辅助动作,如程序暂停、程序结束等。
1.程序停止M00
格式:M00;
说明
1)系统执行M00指令后,机床的所有动作均被切断,机床处于暂停状态,重新按下启动按钮后,系统将继续执行M00程序段后面的程序。若此时按下复位键,程序将返回到开始位置,此指令主要用在尺寸检验、排屑或插入必要的手工动作等。
2)M00指令必须单独设一程序段。
2.选择停
格式:M01;
说明:在机床操作面板上有“选择停”开关,当该开关置ON时,M01功能同M00,当该开关置OFF位置时,数控系统对M01不予理睬。M01指令同M00一样,必须单独设一程序段。
3.程序结束M30、M02
格式:M30(M02);
说明:M30表示程序结束,机床停止运行,并且系统复位,程序返回到开始位置;M02表示程序结束,机床停止运行,程序停在最后一句。M30或M02应单独设置一个程序段
4.主轴旋转指令M03、M04、M05
格式:M03(M04) S _; M05;
说明:M03启动主轴正转,M04启动主轴反转,M05使主轴停止转动,S表示主轴转速,如M04 S500表示主轴以500r/min转速反转。M03、M04、M05可以和G代码设在一个程序段内。
5.冷却液开关M08、M09
格式:M08(M09);
说明:M08表示打开冷却液,M09表示关闭冷却液。M00、M01、M02、M30均能关闭冷却液,如果机床有安全门,则打开安全门时,冷却液也会关闭。
6.调子程序(M98),子程序返回(M99)
调子程序格式:M98 P ××× ×××× ;
子程序名 调子程序次数
子程序返回格式:M99;
说明:
1)如果在一个加工程序的执行过程中又调用了另一个加工程序,并且被调用的程序执行完后又返回到原来的程序,则称前一个程序为主程序,后一个程序为子程序。用调用子程序指令可以对同一子程序反复调用,该系统最多允许连续调用子程序999次,当在主程序中调用了一个子程序时,我们称之为1重嵌套。如果在子程序中又调用了另一个子程序,则称为2重嵌套(如图4-32)。该系统只允许一重嵌套。
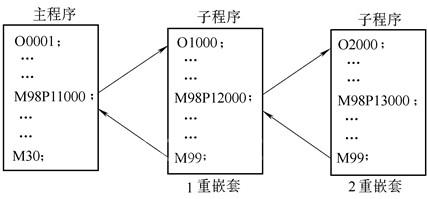
2)M98指令编写在主程序中,表示调子程序,P×××××××最后面的四位数字表示子程序名,前面其余几位数字为调用子程序的次数(0~999次),如M98 P1011001表示连续调用O1001子程序101次;M98 P52003表示连续调用O2003子程序5次。M98 P3000和M98 P13000一样,表示只调用O3000子程序1次。
3)M99指令编写在子程序的最后一句,表示子程序返回,返回到主程序中。子程序为单独编写的一个程序,编写方法同主程序。
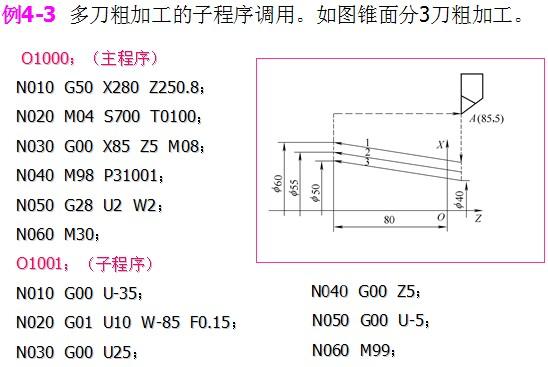
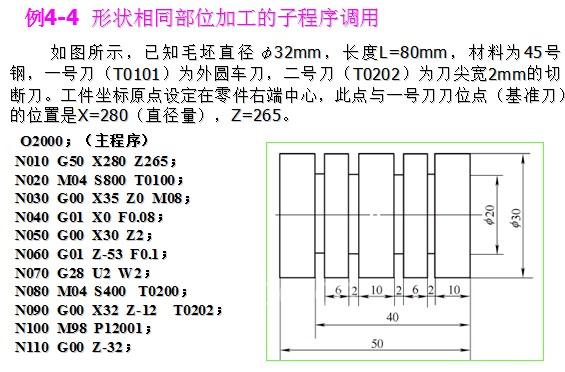
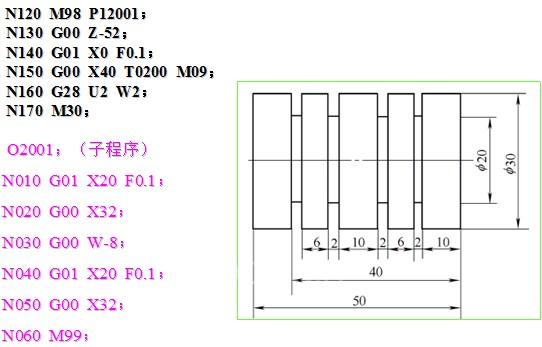
4)子程序中的内容应视具体情况须用增量值编写,见例题4-3、例题4-4。
5)子程序调用主要用在重复加工的场合,如多刀车削的粗加工,形状尺寸相同部位的加工等。

主要控制机床主轴或其他机电装置的动作,还可用于其他辅助动作,如程序暂停、程序结束等。
1.程序停止M00
格式:M00;
说明
1)系统执行M00指令后,机床的所有动作均被切断,机床处于暂停状态,重新按下启动按钮后,系统将继续执行M00程序段后面的程序。若此时按下复位键,程序将返回到开始位置,此指令主要用在尺寸检验、排屑或插入必要的手工动作等。
2)M00指令必须单独设一程序段。
2.选择停
格式:M01;
说明:在机床操作面板上有“选择停”开关,当该开关置ON时,M01功能同M00,当该开关置OFF位置时,数控系统对M01不予理睬。M01指令同M00一样,必须单独设一程序段。
3.程序结束M30、M02
格式:M30(M02);
说明:M30表示程序结束,机床停止运行,并且系统复位,程序返回到开始位置;M02表示程序结束,机床停止运行,程序停在最后一句。M30或M02应单独设置一个程序段
4.主轴旋转指令M03、M04、M05
格式:M03(M04) S _; M05;
说明:M03启动主轴正转,M04启动主轴反转,M05使主轴停止转动,S表示主轴转速,如M04 S500表示主轴以500r/min转速反转。M03、M04、M05可以和G代码设在一个程序段内。
5.冷却液开关M08、M09
格式:M08(M09);
说明:M08表示打开冷却液,M09表示关闭冷却液。M00、M01、M02、M30均能关闭冷却液,如果机床有安全门,则打开安全门时,冷却液也会关闭。
6.调子程序(M98),子程序返回(M99)
调子程序格式:M98 P ××× ×××× ;
子程序名 调子程序次数
子程序返回格式:M99;
说明:
1)如果在一个加工程序的执行过程中又调用了另一个加工程序,并且被调用的程序执行完后又返回到原来的程序,则称前一个程序为主程序,后一个程序为子程序。用调用子程序指令可以对同一子程序反复调用,该系统最多允许连续调用子程序999次,当在主程序中调用了一个子程序时,我们称之为1重嵌套。如果在子程序中又调用了另一个子程序,则称为2重嵌套(如图4-32)。该系统只允许一重嵌套。
2)M98指令编写在主程序中,表示调子程序,P×××××××最后面的四位数字表示子程序名,前面其余几位数字为调用子程序的次数(0~999次),如M98 P1011001表示连续调用O1001子程序101次;M98 P52003表示连续调用O2003子程序5次。M98 P3000和M98 P13000一样,表示只调用O3000子程序1次。
3)M99指令编写在子程序的最后一句,表示子程序返回,返回到主程序中。子程序为单独编写的一个程序,编写方法同主程序。
4)子程序中的内容应视具体情况须用增量值编写,见例题4-3、例题4-4。
5)子程序调用主要用在重复加工的场合,如多刀车削的粗加工,形状尺寸相同部位的加工等。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。
网友评论
匿名:
相关链接
最新反馈
- 暂无反馈
无须注册,轻松沟通