SINMENS系统数控铣床常用指令5
SINMENS系统数控铣床常用指令
三、固定循环
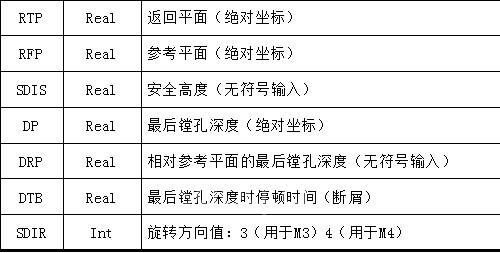
6.带停止镗孔 CYCLE88 CYCLE88(RTP,RFP,SDIS,DP,DPR,DTB,SDIR),各参数意义如下:
7.钻孔样式循环
排孔HOLES1指令中参数意义 SPCA 参考点横坐标 SPCO 参考点纵坐标 STA1 孔中心轴线与横轴角度 FDIS 从参考点到第一个孔距离 DBH 孔间距 NUM 孔数 圆周孔HOLES2指令中参数意义 CPA 圆周孔中心的横坐标 CPO 圆周孔中心的纵坐标 RAD 圆周孔的半径 STA1 起始角度 INDA 孔的角度增量 NUM 孔数
编程举例:行孔钻削编程举例 N10 MCALL CYCLE82(…) ;钻削循环82 N20 HOLES1(…) ;行孔循环,每次到达孔位置之后,使用传送参数执行CYCLE82(…)循环 N30 MCALL ;结束CYCLE82(…)的模调用
8.铣槽模式
铣模式圆弧槽SLOT1指令中参数的意义
RTP 返回平面(绝对值) RFP 参考平面(绝对值) SDIS 安全距离 DP 圆形槽深度(绝对值)(DPR)圆形槽深度(增量值) NUM 圆形槽个数 LENG 圆形槽的长度 WID 圆形槽的宽度 CPA 圆弧槽中心横向坐标 CPO 圆弧槽中心纵向坐标 RAD 圆弧槽中心线的半径 STA1 起始角度
INDA 增量角度 FFD Z向进给率 FFP1 切削走刀进给率 MID 每次切削进给的最大进给深度 CDIR 沟槽铣削方向(2:G2;3:G3) FAL 精加工余量 VARI 加工类型:0=完全/1=粗加工/2=精加工 MIDF 精加工深度 FFP2 精加工进给率 SSF 精加工的转速
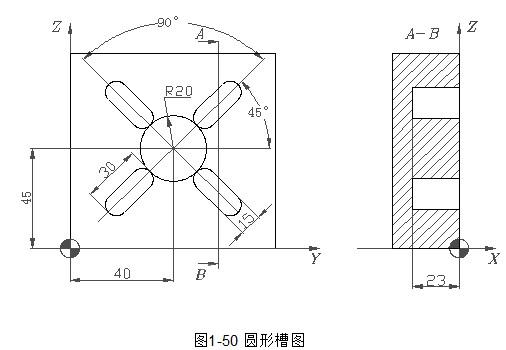
编程举例 如图1-50所示,有四个圆形槽:长30㎜,宽15㎜和深23㎜。安全距离是1㎜,精加工余量是0.5㎜,铣削方向是G02,最大进给深度是6㎜。完整加工这些槽并在精加工时进给至槽深。
N10 G17 G90 T1 D1 S600 M03; N20 G0 X20 Y50 Z5;回到起始位置 N30 SLOT1 (5.,0,1.,-23.,,4.,30.,15.,40.,45.,20.,45.,90.,50,60,6.,2., 0.5,0,,30.,);循环调用,参数VARI,MIDF,FFP2和SSF省略 …; N60 M30;程序结束
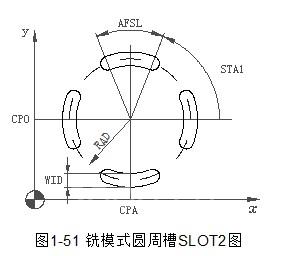
铣模式圆周槽SLOT2编程样式(见图1-51)
RTP 返回平面(绝对值)
RFP 参考平面(绝对值)
SDIS 安全距离
DP 圆周沟槽深度(绝对值)
DPR 圆周沟槽深度(增量值)
NUM 圆周槽个数
AFSL 沟槽的角度 WID 圆周槽宽度 CPA 圆弧槽中心横向坐标 CPO 圆弧槽中心纵向坐标 RAD 圆槽中心线的半径 STA1 起始角度
INDA 增量角度 FFD Z向进给率 FFP1 切削时的进给率 MID 每次切削进给的最大进给深度 CDIR 圆弧槽铣削方向 (2:G02;3:G03) FAL 精加工余量 VARI 加工类型:0=完全/1=粗 加工/2=精加工 MIDF 精加工深度 FFP2 精加工进给率 SSF 精加工的转速
编程举例:如图1-52所示,此程序可以用来加工分布在圆周上的3个圆周槽,该圆周在XY平面中的中心点是X60Y60,半径是42㎜。圆周槽具有以下尺寸:宽15㎜,槽长对应的角度为70度,深23㎜。起始角为0度,增量角为120度。精加工余量为0.5㎜,Z轴安全高度为2㎜,最大进给深度为6㎜。执行精加工时进给至深度。

N10 G17 G90 T1 D1 S600 M3; N20 G00 X60 Y60 Z5; 回到起始点 N30 SLOT2 (2,0,2,-23,,3,70,15,60,65,42,0,120,50,60,6,2,0.5,0,,30,);循环调用:参考平面+ SDIS=返回平面,参数VARI,MIDF,FFP2和SSF省略 …; N60 M30; 程序结束
三、固定循环
6.带停止镗孔 CYCLE88 CYCLE88(RTP,RFP,SDIS,DP,DPR,DTB,SDIR),各参数意义如下:
7.钻孔样式循环
排孔HOLES1指令中参数意义 SPCA 参考点横坐标 SPCO 参考点纵坐标 STA1 孔中心轴线与横轴角度 FDIS 从参考点到第一个孔距离 DBH 孔间距 NUM 孔数 圆周孔HOLES2指令中参数意义 CPA 圆周孔中心的横坐标 CPO 圆周孔中心的纵坐标 RAD 圆周孔的半径 STA1 起始角度 INDA 孔的角度增量 NUM 孔数
编程举例:行孔钻削编程举例 N10 MCALL CYCLE82(…) ;钻削循环82 N20 HOLES1(…) ;行孔循环,每次到达孔位置之后,使用传送参数执行CYCLE82(…)循环 N30 MCALL ;结束CYCLE82(…)的模调用
8.铣槽模式
铣模式圆弧槽SLOT1指令中参数的意义
RTP 返回平面(绝对值) RFP 参考平面(绝对值) SDIS 安全距离 DP 圆形槽深度(绝对值)(DPR)圆形槽深度(增量值) NUM 圆形槽个数 LENG 圆形槽的长度 WID 圆形槽的宽度 CPA 圆弧槽中心横向坐标 CPO 圆弧槽中心纵向坐标 RAD 圆弧槽中心线的半径 STA1 起始角度
INDA 增量角度 FFD Z向进给率 FFP1 切削走刀进给率 MID 每次切削进给的最大进给深度 CDIR 沟槽铣削方向(2:G2;3:G3) FAL 精加工余量 VARI 加工类型:0=完全/1=粗加工/2=精加工 MIDF 精加工深度 FFP2 精加工进给率 SSF 精加工的转速
编程举例 如图1-50所示,有四个圆形槽:长30㎜,宽15㎜和深23㎜。安全距离是1㎜,精加工余量是0.5㎜,铣削方向是G02,最大进给深度是6㎜。完整加工这些槽并在精加工时进给至槽深。
N10 G17 G90 T1 D1 S600 M03; N20 G0 X20 Y50 Z5;回到起始位置 N30 SLOT1 (5.,0,1.,-23.,,4.,30.,15.,40.,45.,20.,45.,90.,50,60,6.,2., 0.5,0,,30.,);循环调用,参数VARI,MIDF,FFP2和SSF省略 …; N60 M30;程序结束
铣模式圆周槽SLOT2编程样式(见图1-51)
RTP 返回平面(绝对值)
RFP 参考平面(绝对值)
SDIS 安全距离
DP 圆周沟槽深度(绝对值)
DPR 圆周沟槽深度(增量值)
NUM 圆周槽个数
AFSL 沟槽的角度 WID 圆周槽宽度 CPA 圆弧槽中心横向坐标 CPO 圆弧槽中心纵向坐标 RAD 圆槽中心线的半径 STA1 起始角度
INDA 增量角度 FFD Z向进给率 FFP1 切削时的进给率 MID 每次切削进给的最大进给深度 CDIR 圆弧槽铣削方向 (2:G02;3:G03) FAL 精加工余量 VARI 加工类型:0=完全/1=粗 加工/2=精加工 MIDF 精加工深度 FFP2 精加工进给率 SSF 精加工的转速
编程举例:如图1-52所示,此程序可以用来加工分布在圆周上的3个圆周槽,该圆周在XY平面中的中心点是X60Y60,半径是42㎜。圆周槽具有以下尺寸:宽15㎜,槽长对应的角度为70度,深23㎜。起始角为0度,增量角为120度。精加工余量为0.5㎜,Z轴安全高度为2㎜,最大进给深度为6㎜。执行精加工时进给至深度。
N10 G17 G90 T1 D1 S600 M3; N20 G00 X60 Y60 Z5; 回到起始点 N30 SLOT2 (2,0,2,-23,,3,70,15,60,65,42,0,120,50,60,6,2,0.5,0,,30,);循环调用:参考平面+ SDIS=返回平面,参数VARI,MIDF,FFP2和SSF省略 …; N60 M30; 程序结束
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

网友评论
匿名:
相关链接
最新反馈
- 暂无反馈
无须注册,轻松沟通