PowerMill9.0螺纹铣削功能在实践中的应用
PowerMILL是一款数控加工编程软件系统,同时也是CAM 软件技术中最具有代表性的产品。相比其他的数控加工软件,PowerMILL更容易操作上手,计算速度更快,精度更高。其采用中文Windows用户界面,具有良好的人机交互功能,提供2.5~5轴完善的加工策略,能够帮助用户产生最佳的刀具路径方案,并且方案的修改和重新计算几乎在瞬间完成,缩短了近85%的刀具路径计算时间。
在PowerMILL9.0以后的版本里,系统新添了一内螺纹铣削钻孔循环类型,可铣削各种类型的螺纹,如直螺纹、锥螺纹和管螺纹等,而且可自动增加适当的切入、切出运动,与新的二维刀具补偿兼容。对这一新增功能,相应的文章不多,即使有也只是简单介绍,本文以加工M50×1.5mm,长度为30mm的内螺纹为例,结合实践,与手工编制螺纹程序的思路作一比较。对这一新增功能加以探讨,本文编制的程序皆适用于FANUC控制系统。
一、手工编程的操作步骤
1.刀具选择
选择φ20mm的单刃螺纹铣刀,定义刀具转速为S=1500r/min,进给量F=500mm/min。
2.数值计算
螺纹M50×1.5mm的底孔直径计算方法为:公称直径-1.0825×P(螺距)=50-1.0825×1.5=46.75(mm)。
螺纹的单边牙型高计算方法为:0.5413×P(螺距)=0.5413×1.5=0.81(mm)。
3.编程思路
(1)铣削内螺纹时,为了排屑方便,通常采用自下而上的铣削方法:先快速下到铣削深度,建立刀具半径补偿G41或G42,再圆弧入刀,铣刀每铣一周,刀具在Z轴方向上运动一个螺距(双线是导程)。铣削至孔口高度后,多走一个的螺距值高度,圆弧出刀,再取消刀具半径补偿,如图1所示。
(2)在径向上采用分层铣削的方式。通过修改刀具的半径补偿“D”值:第一次D=10.4,第二次D=10.1,第三次D=10.0。依次设定,从而达到粗、精加工的目的。
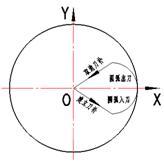
图1 入、出刀点图
二、PowerMill铣削螺纹操作步骤
1. 模型输入
用其他三维软件造型生成一圆柱曲面,尺寸为螺纹的底孔直径(φ46.75mm),拉伸长度为30mm。另存为IGES的格式,导入到PowerMill里,过程略,结果如图2所示。

图2零件图
2.毛坯定义与模型分析
在主工具栏中,单击“毛坯”按钮打开毛坯表格对话框,在“由…定义”下拉菜单里选择“圆柱体”,单击“计算”按钮,系统将自动计算Z向长度数值与直径数值,如图3所示,单击“接受”按钮。

图3毛坯参数设定
3.定义刀具
单击刀具工具栏中的下拉箭头,选择端铣刀,系统会弹出“端铣刀刀具表格”对话框,设置一把φ20mm、名称为D20的立铣刀,如图4所示,完成参数设置后单击“关闭”按钮。
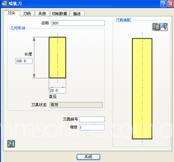
图4刀具设定
4.定义特征设置
单击“特征设置”,系统会弹出特征设置对话框,单击识别模型中的孔,选取工件表面,再单击“应用”按钮,最后单击“关闭”按钮。
5.选择加工策略
单击主工具栏中的“刀具路径策略”按钮,系统会自动弹出新的对话框。单击选择“钻孔”,在加工策略里选择“钻孔”,单击“接受”按钮,系统弹出“钻孔”对话框,参数设置如图5所示。单击表中“选项”,系统弹出“特征选项”对话框,依次选择点击:“选取→关闭(浏览器中的特征设置要在激活状态下,否则无法选取)→运用→接受”按钮。最终,系统生成的刀具路径如图6所示。

图5刀具策略参数设定
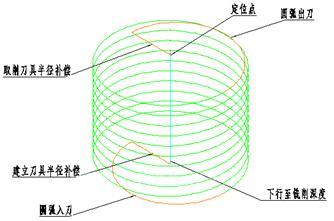
图6刀具路径示意图
其中,针对图5中的部分参数设定说明如下。
(1)“间隙”指的是与孔口之间的距离,一般设定为一个螺距值左右。
(2)“节距”指螺距,双线为导程。
(3)“转”指螺纹加工的总长度除以螺距,即:(螺纹长度+间隙)/螺距。
(4)进给率与主轴转速依据实际加工情况而定。
对图6所示的刀具路径颜色,需要注意的是:其中蓝色部分表示运动到孔底部,红色部分表示圆弧入刀与圆弧出刀,绿色部分表示铣削螺纹的运动轨迹。
6.刀具路径分析
(1)从图6中可以看出,所生成的刀具路径运行轨迹中,第一步是先快速下到铣削深度,这与手工编程思路基本一致的(即至下而上铣削)。接下来,圆弧入刀的方式避免了法向入刀的弊端,不仅起到保护刀具的作用,而且也保证了加工的精度。最后,加工至孔口时,多铣削一段距离(间隙设置为2mm)再圆弧出刀的方式,也与手工编程思路也基本一致。
(2)从图7中可以看到:在程序里增加了G41的刀具半径补偿指令,这其实可以通过修改机床操作面板偏置栏的半径补偿值实现。具体地,操作者可以依次将其设定为:第一次D=10.4,第二次D=10.1,第三次D=10.0,从而实现了分层铣削的效果。
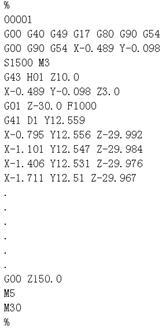
图7部分参考程序
三、结语
从笔者所分析的简单实例中,可以看出,只要参数设置合理,PowerMill生成的铣削螺纹程序一样能达到手工编程的效果,从而免去了圆弧入刀时复杂的定位点计算问题,尤其是在加工锥螺纹和管螺纹等零件时,其优势更加突出,对于数学基础不好的操作者有很大的帮助。此外,铣削螺纹还有一些其他的方法,比如用Powershape画螺旋线,然后在PM中转为参考线加工,当然,也可以用等高精加工或者直线投影精加工等方法,实现相同的结果。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈