分析:数控机床PLC输入输出故障
引言
在数控机床中,系统除了对各坐标轴进行连续控制外,还需要对如主轴正转和反转、起动和停止、刀库及换刀机械手控制、工件夹紧松开、气液压、冷却和润滑等辅助动作进行控制。这些控制的信息主要是输入输出控制,如控制开关、形成开关、压力开关盒温度开关等输入元件,继电器、接触器和电磁阀等输出元件,进给伺服驱动的使能信号和机床报警信号处理等。现代数控机床一般采用可编程序控制器PLC来完成上述动作。本文主要从华中数控世纪星(HNC-21)综合实训台的使用中遇到的PLC输入输出故障入手,分析如何排除PLC输入输出故障。
1PLC输出点故障排除
在机床面板上按正转时正转按钮时主轴能转动,按反转按钮时,主轴仍然是正转。主轴在本班之前还能正常动作,由于本台机床是学校里面的实训设备,在实训期间学生可能改动变频器的一些参数,因此,首先查看主轴变频器的参数是否被改动,然后把变频器调为POP面板控制,使用POP控制能够正常开停主轴电机,说明不是变频器出现问题了。因此从线路上去排查,世纪星主轴正反转控制的电路简图,如图1所示。分析图1的线路和世纪星主轴变频器的控制端子接线,因为主轴能正转,说明KA3是能得电的,但是,由于在控制面板上不论是按正转按钮还是反转按钮主轴都是正转,说明反转不起作用。如图1所示,由于KA3和KA4是互锁的,如果继电器KA3一直得电,那么KA4就不能得电。如果KA3要得电,那么PLC的输出点10就必需接通才可以,因此怀疑10有故障。

因此着手检查10输出点,先停止主轴转动,使用万用表的直流电压档测量输出点Y10和+24V的电压,测得约24V的电压,说明10输出点有输出,同时调出机床的输入输出监视界面(如图2所示)。
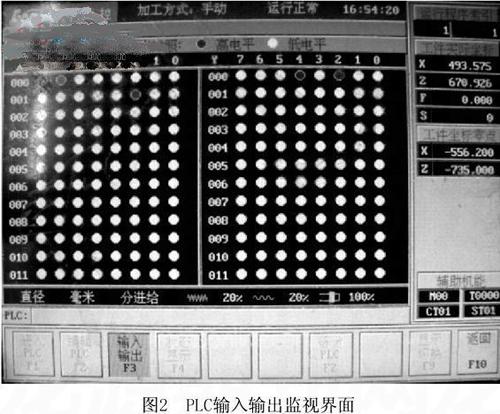
但监视状态显示此时的Y10并没有输出,也就是程序里面并没有发出Y10接通的指令,按下机床的急停按钮,测量Y10和+24V的电压,这时仍能测得约24V的电压,因此,可以判定Y10输出点出现故障。
下一步就是排除故障了,由于Y10输出点已经损坏,因此需要更换一个输出点进行主轴的正转控制,根据PLC的操作方法,如果要更改输出点,需要进行如下两个方面的操作:在程序中把Y10这个输出点更改为其它输出点;②把Y10输出点处的接线改接别的备用输出点上。
查看机床PLC的I/O分配表,有几个输出点是备用,为了改接线方便,选了Y12这个备用点来用。
进入机床的操作界面,依次进行如下几步操作:
①扩展菜单F10;②PLCF1;③编辑PLCF2;④输入口令;⑤选择车床系统F2;⑥使用PGUPPGDOWN进行翻页,找到定义主轴正反转页面为止;⑦找出定义界面后(如图3),按ENTER把输出位0变成编辑状态,把原来的输出位由0改成2,改好后再按ENTER确定,原输出组的定义不变,按ESC退出并保存。
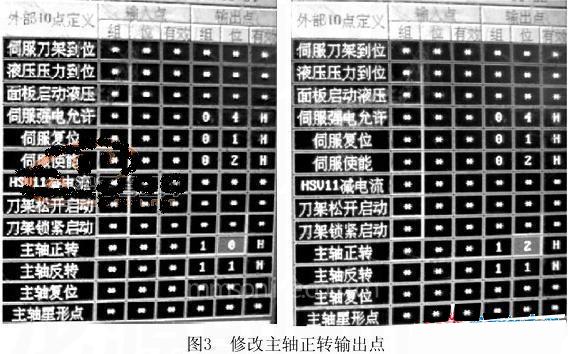
把输出点定义的组位修改完成后,把Y10输出点的接线更换到Y12输出点上。进行主轴正反转操作,主轴正反转正常,故障排除。
2PLC输入点故障排除
在操作世纪星换刀时候,曾出现过如下两种故障:
1)在机床控制面板上选择换刀,选择1号刀,启动换刀,但是刀架一直旋转直到换刀超时,但是如果是换其它号刀却能正常换刀;
2)不论选择哪一号刀,能启动换刀,但是刀架一直都旋转,直到提示换刀超时。
在排除故障前,首先要熟悉刀架的换刀的动作过程。
选择好刀号换刀时,PLC里面会对比现在的刀是不是所要刀号的刀,如果是的话,就不响应。如果不是的话,PLC控制刀架电机正转,松开刀架锁紧机构,刀架转动,当所选刀到位了,PLC接收到这个到位信号之后控制刀架电机反转锁紧刀具,此时换刀过程结束。
在第一种故障现象中,其他刀能够正常换刀,只有一把刀换刀不成功,那么可以判断刀架电机还有其相应的机械结构是没故障的,所以初步判断问题出在PLC不能接收到刀位信号。
在I/O分配表上查得有故障的刀位对应的PLC输入点为X12,调出PLC的输入输出监视界面,选择1号刀,启动换刀,观察监视界面X12输入点是否有变化,在刀架旋转一周后发现监视界面的X12信号也没有发生过变化,X12输入点没有接收到信号,那需要查清两个地方:①是不是这个输入点有问题,导致信号不能进入PLC;②是否是刀架传感器坏了。
先检查PLC的输入是否能接收到信号,因此按照PLC的使用方法,手动接通X12这个输入点,按照PLC的工作原理,此时的输入点应当有信号输入,但是从输入输出的监视界面看,此输入点仍然没有信号进入,尝试手动接通其他输入点,都能够成功输入信号,因此,判断X12这个输入点是有故障的。到了这一步,我们还不能排除刀架传感器是否有故障,但是,先用改线的方法看看。
根据PLC的I/O分配表,X0.5这个输入点是备用,因此把X12的先改接到X0.5上,然后选择刀号换刀,发现这时能有信号进入到PLC中,因此,可以认为刀架传感器并无故障。

进入PLC的编辑界面,把X12变为备用点的编号,这时组号变为0,位变为5(如图4所示),更改好之后退出并保存,尝试换刀,换刀正常,故障解决。
在第二种故障中,不论选择哪一号刀,能启动换刀,但是刀架一直都在旋转,直到提示换刀超时。能启动换刀,能够带动刀架转动,说明刀架电机正转是没有问题的,由刀架换刀原理可知,刀架正转带动刀架转动后,所需刀到位后刀架电机需要发转带动刀架锁紧,由于刀架是一直在转动,直到超时,那么可以认为刀架电机是没有反转的。由于刀架电机反转的前提是所选刀具已经到位,并且刀位传感器把信号给了PLC,PLC控制刀架电机的反转锁紧刀架。
先从输入输出监视界面着手排查,进入PLC输入输出监控界面,选择换刀,从监控界面可以看出控制刀架电机正转的输出点一直有输出,但是控制刀架电机反转的输出点一直没有输出。由于控制刀架电机反转的输出点是需要PLC确认所选刀具刀位后才能输出信号,因此,怀疑刀位输入信号出现问题。根据PLC的I/O分配表,X12,X13,X14,X15是作为刀位信号输入点的,但是从PLC的输入输出界面中,发现其中两个输入点一直有输入,应当是这两个到位信号干扰导致故障,把这两个常亮的输入信号线拆掉,这时监视界面已经不再显示那两个输入点有输入,因此初步认为是刀位传感器有故障,这时先对剩余两把刀进行换刀操作,剩余两把刀能够正常换刀。说明刀架电机及换刀机构也是没有故障的,这时拆开刀架发讯盘,用表检测两个有换刀故障刀位对应的霍尔传感器,发现霍尔传感器输出一直都接通,更换传感器,操作换刀,此时机床换刀正常,故障排除。
3结语
在诊断数控机床PLC输入输出故障中,需要充分使用机床的PLC输入输出监视功能,通过监视界面我们可以看出输入输出正常与否,然后对不正常的输入输出点进行进一步的检查,如果并非PLC的自身故障,则顺着输入或输出线路进行排查。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈
