铝合金高效高速数控加工机床的最新发展
高效高速加工技术(HEM-HSM)实际上是一种工序复合化高速加工技术,即在一台高功能高速数控加工中心(MC)机床上,实现对零件高金属切除率mrr(metal removal rate)的高速粗加工/高速半粗加工(HEM)和高零件表面积切除速率的高速半精加工/高速精加工(HSM)多种工序的复合加工,和常规切削加工和典型高速加工技术(HSM)相比,HEM-HSM加工具有明显的优势,是一种高加工生产率与高加工质量集成融合的高速加工技术。能实现这种一次装夹完成粗精工序复合加工(HEM-HSM)的高速数控加工机床可称为高效高速数控加工机床。
现今,用于HEM-HSM加工应用的高效高速数控MC机床多为五轴联动和配备有高功率高转速/高转矩主轴,并已成为许多航宇制造业用户特别关注的现代化先进关键制造装备之一。为此,许多世界着名的数控机床制造商都为航宇制造业推出了多种类型用于大型铝合金材和钛合金材整体结构件HEM-HSM加工应用的五轴联动高速数控MC机床,实现高效率高速粗加工和高质量高速精加工的良好融合,满足用户对高生产率大型高速加工设备的迫切需要。
应指出的是,用于诸如铝合金等轻合金材的HEM-HSM加工设备和用于诸如钛合金等硬合金材的HEM-HSM加工设备具有较大的不同。近10多年来,适用于轻负载切削的高功率高速主轴和高速刀具设计制造技术取得了显着进步,同时对铝合金材HEM-HSM加工技术及其工程应用研究也已比较成熟,因而铝合金高效高速数控MC机床在航宇制造业得到较广泛应用。
本文将仅对用于铝合金材大型复杂整体构件高效高速数控MC机床的应用现状和最新发展作一讨论与介绍。
铝合金材HEM-HSM加工需要高功率高转速主轴
用于大型铝合金材航宇整体结构件HEM-HSM加工应用的高速数控MC机床,机床主轴应具有足够高的功率、转速、适当转矩和足够宽的可调控的转速范围,也就是说要求机床主轴功率/转矩每转速特性应适合于航宇铝合金等轻合金材的高效高速切削加工之工艺要求。从金属切削加工基本原理可知,对金属材工件铣削加工时有:
mrr = PS×MRF = aeapzfZ n×10-3(cm3/min)(1)
PS = SPF×mrr (kW) (2)
PS/n= T/9555 ≈ T×10-4 (3)
这儿,mrr:金属切除率,cm3/min;PS:主轴功率,kW;MRF:金属切除指数(Metal Removal Factor),cm3‧min-1/kW;ae:切宽WOC(径向切深,Radial Depth of Cut),mm;ap:切深DOC(轴向切深,Axial Depth of Cut), mm;fZ:刀每齿进给量,mm/刃转;z:刀齿数;n:主轴转速,r/min;SPF:主轴功率指数(Spindle Power Factor),kW/cm3‧min-1;且SPF = 1/ MRF; T:主轴转矩,Nm。
从式(1)与式(2)可看出,为取得高金属切除率mrr,作为HEM-HSM加工应用的高速数控MC机床之主轴首先应具有足够高的功率。典型铝合金材(如7075)主轴功率指数SPF为0.015kW/cm3‧min-1。对功率60~120kW电主轴,一般可具有金属切除率mrr达4000~8000 cm3/min的高切削能力。工业实践表明,铝合金材相对可加工性系数Kr一般大于3(2.0~7.5),属很容易切削材,同时高速切削时所需的切削力比常规切削要低30~50%以上。而从式(3)可清晰看出,在确定的高主轴功率场合下,这就要求主轴应具有足够高的转速才能和低切削负载加工应用相适应。实际上,这正是铝合金材采用HSM实现高速精加工或半精加工的典型应用场合,即要求主轴运行在高功率高转速区,见图1。如对铝合金材的HSM精加工应用场合,一般要求主轴转速高于18000 r/min,典型为18,000~35,000 r/min;通常,HSM半精加工主轴转速为18,000~24,000 r/min,HSM精加工主轴转速为24,000~35,000 r/min;主轴转矩不低于5Nm即可,典型值为10~50 Nm。
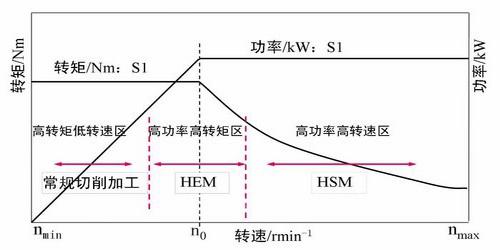
图1 HEM-HSM加工最佳主轴度范围
从式(3)还可看出,对确定的主轴功率,主轴转速和转矩是为相互制约的一对参数。为此,如适当降低主轴转速可获得较高主轴转矩,或说可产生较大加工切削力,而这又正是铝合金材采用HEM实现高效高速粗加工的典型应用场合。如作为铝合金材的HEM粗加工应用场合,一般要求主轴转速不高于15,000 r/min,通常HEM粗加工主轴转速为10,000~14,000 r/min,HEM半粗加工主轴转速为14,000~18,000 r/min,主轴转矩要求在50~150 Nm。
这就是说,用于大型铝合金材航宇整体结构件HEM-HSM加工应用的高效高速数控MC机床应配置高功率高转速的电主轴,其功率通常高于40~120 kW(取决于需求的金属切除率mrr),转速可控范围应宽于数千至数万r/min;转矩多在20~150Nm,最大功率/转速比在0.01数量级(0.005~0.015),切削速度1500~6000m/min,切削力多为数百到1000N,加工进给速度10~20 m/min,金属切除率mrr达4000~8000cm3/min,典型刀具接口为HSK-A63。
德国着名电主轴制造商MN公司生产的HCS230-22,000/120高速电主轴可作为此类电主轴的一个典型实例,其功率/转矩-转速特性曲线如图2所示。该高速电主轴额定功率120kW(S6-40%:155kW),额定转矩84Nm(S6-40%:108Nm),基速13,800 r/min,最高转速22,000 r/min,最大功率/转速比0.011,刀具接口HSK-A80,主轴轴向刚性达160 N/μm,径向刚性496 N/μm。此外,诸如瑞士IBAG、FISCHER、RENAUD、德国IMT、JAGER和意大利OMLAT等许多数控机床电主轴制造商都能提供这类用于诸如铝合金等轻合金材HEM-HSM应用的高功率高速电主轴,并在高速数控机床上得到了广泛实际应用。如意大利OMLAT公司高速电主轴OMC-230-230/635 也具有和图2相类似的功率/转矩-转速特性曲线,额定功率80kW(S6-60%:100kW),基本转速12,000 r/min,基本转矩64Nm S6-60%:80 Nm),最高转速达24,000 r/min,最大功率/转速比0.008,设计有HSK-A63刀具接口。这儿就不一一列举了。

图2 高功率高转速电主轴特性曲线
铝合金材立式高效高速数控加工机床
众所周知,机械切削加工机床装备是实现切削加工工艺的基本平台。因此,为适应大型零件HEM-HSM加工工艺要求,立式HEM-HSM数控MC机床多继承了传统高速加工机床可使运动部件轻量化的“箱中箱”(Box In Box)结构设计,对传统大型龙门结构机床采用一种高架立柱过桥式横梁主轴部件可移动的、对称式机床结构设计(简称“高架桥式龙门移动”结构),见图3。这种结构机床,龙门立柱和工作台是不动的,X/Y/Z轴运动分别由横梁、主轴溜板部件来完成,A(B)、C轴运动则集中在主轴头上来实现。高架桥式龙门移动结构设计机床优点在于:
‧机床结构具有较好开放性,且直接通过刀具实现五轴运动(工件不运动),适合加工大型零件;
‧坐标运动部件质量轻,不但适合于高速移动,并且刚性好;
‧对称结构设计,有利于减轻温度热变形影响,提高了精度;
‧所有导轨表面均高于刀具切削点,有利于导轨表面清洁保持,延长了导轨使用寿命;
‧采用适当集成化电主轴铣头装置,可实现5坐标联动和多面体加工于一台机床上;
‧设备占地面积减少;需要时X向行程容易加长。
这种大型HEM-HSM数控MC机床在航宇制造业中已得到了较广泛的应用,成为加工大型飞机整体结构件的关键设备。世界许多着名机床制造商都推出了用于铝合金材HEM-HSM加工的立式高效高速数控MC机床,以满足航宇制造业用户之迫切需求。图3所示的为美国MAG Cincinnati机床公司新近为航空飞机制造业推出的HyperMach五轴数控型面铣削中心,可用于实现大型复杂飞机铝合金材的HEM-HSM切削加工。该机床为高架桥式龙门移动结构,工作进给速度60m/min,快速移动速度100m/min,配置有集成化A/B或A/C旋转轴的大功率主轴头,其功率/转矩-转速特性能与图1要求相适应。带A/B轴主轴头标配主轴额定功率100kW(S6-40%:125kW),转矩79Nm(S6-40%:99Nm),基速12,000r/min,最高转速18,000r/min,刀具接口HSK-A100;或可选配主轴额定功率60kW,转矩29 Nm,基速20,000r/min,最高转速30,000r/min,刀具接口HSK-A63。带A/C轴主轴头标配主轴额定功率60kW,转矩29 Nm,基速20,000r/min,最高转速30,000r/min,刀具接口HSK-A63;或可选配主轴额定功率85kW(S6-40%:91kW),转矩85 Nm(S6-40%:106 Nm),基速9600r/min,最高转速20,000r/min,刀具接口HSK-A100。据Cincinnati公司宣称,在HyperMach机床上加工一铝合金材大型飞机薄壁零件,仅费时30min。同样的零件若在典型高速铣床上加工需3hr,而在普通数控床则需8hr以上。波音公司就购置有这种高效高速五轴数控加工机床用于加工C-17军用运输机和波音787民用客机的如框、肋、壁板和梁等大型铝合金材整体结构件,其金属切除率mrr可高达7374cm3/min,即每分钟可产生约20kg铝合金切屑。

图3 HyperMach立式五轴数控型面铣削中心
据报道,俄罗斯联合航空公司(UAC)花费约900万美元从Cincinnati公司购买了一台V1200铺丝机和2台额定功率85kW和最高转速20,000 r/min的单主轴HyperMach机床(一台床身长12.6m,另一台18.2m)用于MS-21 系列客机结构件的制造。
图4所示为着名数控机床制造商德国Handtmann公司新推出的GANTRY TS双主轴高架桥式龙门移动式高速五轴数控MC机床,机床最大长度可达47,000mm,最宽达5400 mm,Z坐标可任选1000/1200/1500mm;直线轴快速移动速度50m/min,加速度0.5g。其结构特点是设计有两个Z向滑板,各带一个Y向铣头,铣头可独立Y向运动。采用这种结构,两滑板在Y和Z向可自由移动且相互独立。安装在Y轴上的两主轴Y行程为2×2300 mm,或2×2400mm。因此,通过合适的编程,两主轴可同时加工两个相同的或镜像对称的两个零件。机床设计有集成化A/C旋转轴的主轴头,配置有和图2特性曲线相类似的高功率高转速电主轴,连续功率可任选为45/70/100kW,最高转速30,000/30,000/18,000r/min,刀具接口HSK-A63/ A100,可实现HEM-HSM加工大型复杂飞机铝合金材、复合材料和薄钢板结构件。据报道,对铝合金材零件加工场合,每个主轴金属切除率mrr最高可达约可达约8000cm3/min。

图4 GANTRY TS双主轴五轴数控MC机床
图5所示为另一家着名数控机床制造商德国Zimmermann公司新推出的FZ-100高架桥式龙门移动式六轴高速数控MC机床。该机床X/Y/Z三直线轴行程可达2800~7800/2900~3900/1250~2000mm,进给率60m/min,加速度为0.4g。机床最大特点是配置有独特设计制造的、具有AB摆动轴和C旋转轴的高刚性与高精度的集成化主轴铣头M3 ABC,从而可实现6轴数控加工。M3 ABC三轴铣头从外观上很像传统带A/C轴叉式主轴铣头,但它创新性地设计了第3旋转轴,即B摆动轴,见图5右上。该三轴铣头A/B/C三轴行程为±1100/±150/±3600,其转矩达825/1200/1200Nm,夹紧力2000/2000/3000N,进给率180/120/120度/s,配置有连续功率60kW,转矩95Nm,基速6000r/min,最高转速22,000r/min电主轴,刀具接口HSK-A63。同时,B轴采用弧形导轨的设计使得铣头在增加B轴时仍能保持结构的紧凑性。和传统带A/C轴叉式主轴铣头相比,具有高动态特性的M3 ABC三轴铣头不仅给实现五轴联动加工增加了灵活性和加工性能,特别在切削加工那些带有小倾角筋壁或小倾角槽壁的大型框类航空结构件时具有明显的优势,可大幅度减少加工时间,改善零件粗糙度。A/C轴大的旋转角度范围,使得该三轴铣头不仅能实现五轴联动加工,而且能实现五面体加工。

图5 六轴高速数控MC机床FZ-100
FZ-100机床除配置有先进的Siemens 840D数控系统外,为使FZ-100机床六轴数控加工更有效,还配置有Siemens公司为FZ-100研发的空间位置误差补偿系统(VCS ),可进一步提高设备的加工精度。据报道,FZ-100在没有进行VCS时补偿的情况下空间位置精度为150μm,而进行了VCS后在6.5×3×1.5m空间内可提高到50μm的高精度。可以预见,VCS技术必将在大型高效高速数控机床上得到更广泛应用。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈