焊接的要求和方法
一、要求
焊点应接触良好,保证被焊件间能稳定的通过一定电流。
应避免虚汗的发生。虚焊是未形成或部分形成合金的焊料堆附的锡焊。虚焊的原因:被焊部件表面不清洁,焊接(推荐产品:宁波焊接)时夹持工具动摇,烙铁头温度过高过低,焊剂不符合要求,焊点的焊料太多或太少。
焊点要有足够的焊机(推荐产品:宁波焊机)械强度。
焊点要美观,焊点要呈现光滑状态,不应有棱角或拉尖的现象,产生拉尖的原因与焊接温度;烙铁拆去的方向,速度及焊剂有关。
焊接要具备的条件
1. 被焊件必须具备可焊性
2. 被焊件表面应保持清洁
3. 使用合适的焊剂
4. 适当的焊接温度。
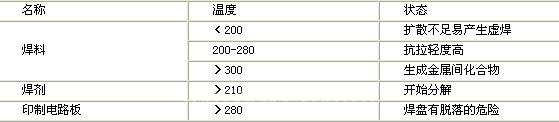
5. 在焊接温度确定后,应根据湿润状态来决定焊接时间的长短。时间太短,焊锡不足一湿润,时间太长,有损坏电路板的危险,因而控制在1.5-4s之间。
焊接的基本方法
导线与元件上锡。先用小刀或细砂纸清除导线,元件引脚表面的金属氧化物,元件根部有一段不刮,对于多股,应先分别刮净,再多股拧成绳状,然后上锡。上锡过程,使电烙铁通电到用电烙铁接触松香,发出滋滋的声音且冒白烟,说明温度适中。然后将刮好的焊件放在松香上,用烙铁轻压引线,便反复摩擦,边转动引线,直到引线各部分均匀的涂上一层锡。
烙铁的握法
反握法、正握法、握笔法。
反握法:动作稳定,长时间操作手不易感到疲劳,适合大功率烙铁和热容量大的被焊件。
正握法:适合用于弯烙铁头操作或直烙铁头在机架(推荐:密集架)上焊接互联导线是的操作。
握笔法:长时间手易感到疲劳,适合小功率电烙铁和热容量小的被焊件。
二、焊接的基本方法.在保证被焊件固定好后,通常左手拿锡焊丝,右手拿电烙铁,即可对被焊件进行焊接。
五步焊接法:
1. 准备。将被焊件固定在适当的位置,将焊料,烙铁等准备好放入方便使用的地方,进入焊接状态。
2. 用烙铁头加热被焊件。
3. 送入焊料。被焊件经过加热后,达到一定的温度,立即将左手握着的焊料送入到被焊件和烙铁头的连接点 上融化适当的焊料。
4. 移开焊料。当焊料融化一定量后,迅速移开焊料。
5. 移开电烙铁。当焊料流动扩散覆盖整个焊点后,迅速移开电烙铁。移开电烙铁的方向与焊接质量有关,一般要求烙铁头以45度的角度方向移开,此时的焊点圆滑,烙铁头只带走少量焊料。
三步焊接法
1. 准备。
2. 同时将焊料和烙铁头送到被焊件上,使焊料与被焊件同时被加热。
3. 同时移开烙铁和焊料。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈