台达PLC在单柱立式数控车床的应用
1 引言
随着机械行业的技术进步和市场的不断发展,市场需要更高的加工精度和工作效率,普通机床已经远远不能满足用户的要求,数控机床在市场中所占的比重越来越大。价格合理的数控系统是数控机床市场竞争力的重要因素,太原第一机床厂C515立式车床采用DELTA EH系列PLC加DVP 01PU-H单轴定位模块,非常方便的实现了速度控制、定位控制、原点复归、手摇轮MPG输入等多种功能,不仅满足数控设备的功能要求,而且响应速度快,价格合理,值得借鉴。
2 项目简介
太原第一机床厂设计制造的C515单柱立式数控车床,属于大型车床的一种。最大加工直径2300mm;最大加工高度1000mm;最大切削量7mm;最小进给量10um。
2.1 主辅传动
(1)驱动部分采用1台30KW高压伺服系统控制工作平台的旋转,2台1.6KW大惯量伺服系统控制水平(X轴)、垂直(Z轴)方向的进给。
(2)传动部分采用减速机和滚珠丝杠加滑块传动,水平(X轴)方向10um/20 pulse、垂直(Z轴)方向10um/30 pulse。
2.3 控制要求
(1)通过操作按钮实现水平(X轴)、垂直(Z轴)方向的点动(点动速度通过手调电位器控制)。
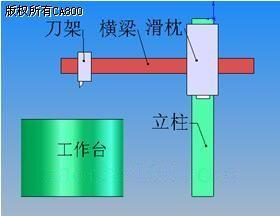
图1单柱立车结构
(2)过操作按钮实现水平(X轴)、垂直(Z轴)方向变速移动(移动速度通过手调电位器控制),可以随时中止,且不影响下一动作。
(3)原点复归功能。
(4)手摇轮可以迅速且准确的实现水平(X轴)、垂直(Z轴)方向进给,单步最小进给10um,进给速度与手摇轮转动速度一致。
(5轮控制模式需提供低(x1)、中(x5)、高(x10)共3个速度,既可用于单步定位,又可用于快速移动,方便用户操作。
3 台达数控解决方案
3.1 配置设计
根据系统分析,选用台达EH 系列高性能PLC作为主控单元。DVP 32EH00T(32点200Khz高速输出型主机) + DVP 48HP00R(48点继电器扩充24D+I24DO) + DVP 04AD-H(4点AI扩充) + DVP 01PU-H(单轴定位扩充) + DVP 01PU-H(单轴定位扩充)。 其中DVP 32EH00T主机可输出200K开基极脉冲信号,用于控制工作平台旋转的30KW 380V高压伺服;2个DVP 01PU-H单轴定位模块分别用于控制水平(X轴)、垂直(Z轴)方向的进给;DVP 04AD-H模拟量采集模块用于检测2路电位器调节的电压值作为设定的工作速度。
3.2 主机简介
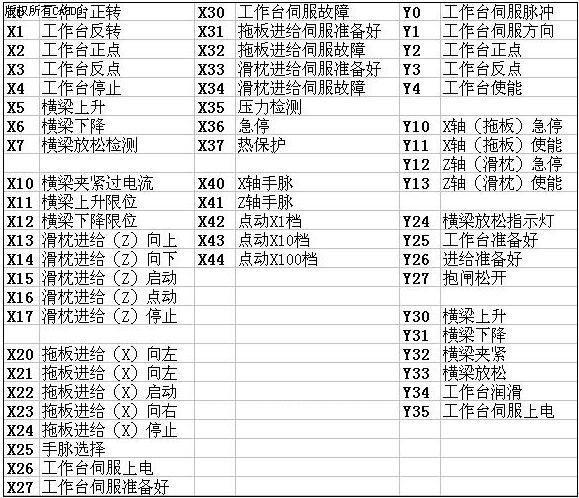
DELTA EH PLC,程序容量15872 steps,处理速度0.24us,输入/输出点数最大各256个,可扩展8个功能模块,自带双通讯口(可扩COM3)采用MODBUS协议,Easy Link功能可方便实现集联,自带4路高速脉冲输入(最高2路达200K),DVP20EH00T和DVP32EH00T机型支持双路200K脉冲输出。是一款功能强大的PLC主机。系统变量定义如表1所示。
表1系统变量定义
3.3 模拟量采集模块简介
DVP 04AD-H是一款4路14位模拟量采集模块,既可以单独使用,通过RS485通讯远程控制,也可以作为EH PLC的功能扩展,使用FROM/TO指令控制操作,精度高,响应速度快。
3.4 伺服定位模块简介
DVP 01PU-H单轴定位模块,是一款非常实用的速度/位置控制模块,专门用于步进和伺服系统的速度/位置控制的功能。DVP 01PU-H单轴定位模块使用简便、功能完善、响应速度快、价格合理。不仅可接受LSN/LSP/DOG等开关量信号,还可接受200K的A/B相脉冲信号(差动或5-24V开基极)作为手摇轮MPG脉冲输入,可输出200K差动脉冲信号(支持正负脉冲、脉冲加方向、AB相信号),支持电子齿轮比。运行命令(#CR31)提供软件START、软件STOP、点动JOG及原点复归功能的使用。工作模式设定能够实现速度控制、定位控制、手摇轮MPG输入等多种功能。
4 软件开发
该数控车床最重要的控制要求是准确的位置控制、变速度控制和快速的响应速度。使用了三个功能模块,主要功能全部通过PLC模块来实现,全部程序不足1000steps。
4.1 开发要点
由于大量使用FROM/TO语句,使用时需注意以下几点:
(1)为了控制程序扫描时间,建议规划使用FROM/TO语句。
模块功能和状态的初始化语句,只需开机时执行一次,建议采用M1002作为执行条件;需要不断刷新和调整的采样或控制指令,可使用M1012上升/下降沿作为执行条件定期执行。
其他需条件满足才执行的语句,建议采用TOP语句,或以相关条件的上升/下降沿作为执行条件。最终的目的是减少执行次数,缩短程序扫描时间。
(2)为避免开始运行时由于初始化内容过多而导致PLC报警,请将D1000中的WDT时间延长。
(3)DTO语句的每批次写入双字节,如果结尾为Kn,则表示写入n个双字节数。
4.2 模入模块编程
DVP 04AD-H是一款4路14位模拟量采集模块。各路数据采集程序:
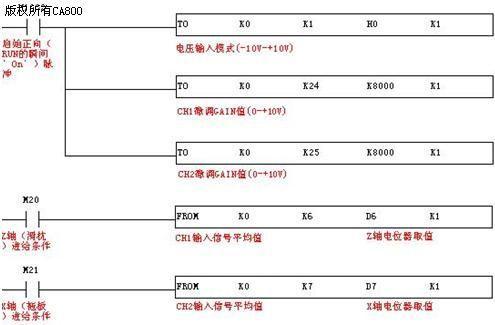
4.3 单轴定位模块编程
DVP01PU-H模块使用注意:
(1)设定工作模式#CR32前必须先停止输出。
(2)点动JOG模式,运行中无法改变速度,且不受软件START / STOP功能制约。
(3)变速运行模式可以在工作过程中修改速度,但运行方向需要通过设定#CR23位移量的正负或修改#CR5的旋转方向来实现。
(4)建议采用相对位移模式。
编程案例:垂直(Z轴)手摇轮MPG输入控制功能启动(选用不同速比):

5 结束语
设备调试完成后,获得了企业领导与技术研发以及操作人员的满意,提出要在其他设备上推广使用,并对台达系列产品的功能产生浓厚的兴趣。DELTA PLC产品拥有多种功能扩展卡和扩展模块,提供多种便利指令,通过RS485接口能够方便并经济地实现多机集联,功能强大,使用灵活。在数控设备设计和改造领域及其他定位控制领域拥有广阔的市场。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈