手机金属壳部件尺寸机器视觉检测系统
一、系统功能
可以自动搜索并定位视野中的金属壳。
能够自动测量金属壳高度尺寸并判断是否合格。
能够进行在线检测,速度达60个/分钟。
系统稳定、高效,成本低。
二、应用现状
根据产品(金属壳)测量要求,需要对高度尺寸进行测量并判定,属于一维尺寸检测范畴。传统的尺寸测量主要依靠员工+卡尺,且必须离线后单个测量,不仅测量精度易受人为因素影响,而且测量速度不高,每分钟只能检测4个,工作效率很低。由机器视觉构成的自动高速在线检测系统,只要选择合适的硬件,可以对产品进行高速尺寸测量及判定,甚至可以同时测量多个产品,进一步提高了检测效率,而且不会产生人为因素造成的偏差,保证了产品的质量。

图1-1
三、检测方案
针对金属壳样品进行了多次拍摄及测量实验,因金属壳边数为4条以上,且边距相差较大,如图1-1所示,单个镜头的景深不够,如直接对近边和远边拍摄,远边的图像会变得不清晰甚至呈现模糊状态,这将直接影响测量的精度。所以对每边进行单独测量,此方案需要至少4个相机对其进行测量。该系统检测每个工件的时间只要0.2秒(由系统的软硬件决定),但把该系统安装到机器上以后,由于每个工件需要由伺服马达驱动的送料机构传送并精确定位在指定的检测工位上,这个送料过程要花大约0.8秒的时间,所以整体检测时间为1秒,即每分钟检测 60个。
四、系统配置
4.1 工业相机的确定
根据要求,金属壳的外观尺寸中最大的边长为36mm,测量公差精度要求为小于+/-0.1mm,则相机拍摄的视野大小至少为40×30mm,再由图像处理表示法则结合软件亚像素算法,可知相机像素至少为40mm/0..05mm=800Pixels,因此选择最接近此像素数的1280×1024 工业相机(即130万象素),具体型号参见 2.4节配置材料表。
4.2 工业镜头的确定
根据所选相机的COMS感光尺寸大小(1/2")、拍摄的视野大小(40*30mm)及镜头的工作距离,选择定焦镜头,可以满足拍摄要求。另外由于需要进行尺寸测量,因此选择畸变较小的日本Computal工业镜头,具体型号参见 2.4节配置材料表。
4.3 LED光源的确定
选用国产优质的条形光源组合,具体型号参见 2.4节配置材料表。
4.4 图像处理软件
本系统所用检测软件是以美国专用机器视觉软件开发平台经本公司二次开发而成,作为金属壳尺寸检测系统的软件,其集成的机器视觉算法可以适用于一维及二维尺寸测量,且测量结果所见即所得。如图2-1。
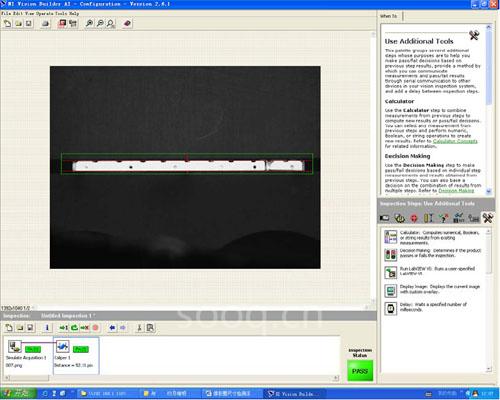
图2-1
五、配置材料表
序号 产品型号 产品描述 数量
1 工业数字相机 COMS 130万像素,,USB接口 4
2 工业镜头 日本Computal工业镜头 焦距4.5-12.5mm 4
3 光源及控制器 白色条形光,亮度0-255级可调 4
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈