阿奇夏米尔在放电加工方面推动注塑模技术的发展
——薄壁技术

被称之为薄壁加工技术的用注塑模加工带有薄壁、窄槽和过桥的精密复杂工件,是一种对模具制造技术要求很高的工艺。AC Hyperspark HS电火花成型机床能为注塑模的加工提供相应的加工条件,它能够降低塑料的消耗与装配循环同步。
使用AC Hyperspark Exact HS电火花成型机床通过使用经济的操作方法用细小电极加工可达到VC 14(Ra=0.5μm)的表面光洁度。

生产商每年节省用于抛光这种或其他模芯的数万欧元费用。
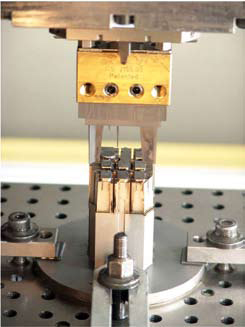
用石墨制成的微细薄壁电极进行电火花成形加工来加工模芯中的凹槽,其表面质量为VDI 14(Ra=0.5 μm)。
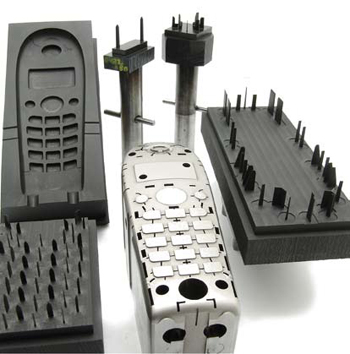
西门子Gigaset无绳电话底座的上下盖和加工它所使用的模芯和石墨电极
薄壁制造技术
只有工程师、设计师和生产人员才知道设计精密注塑模零件的要诀,而现如今这也是“世界记录”在探索的部分。GF阿奇夏米尔已经证明其AC Hyperspark HS电火花成形机床可应对加工合成注塑模零件的深窄槽时有关薄壁技术方面的技术挑战。
什么是“薄壁技术”?一个直接的表述就是原本需要百万吨塑料来生产只有几克重的注塑模零件,现在只需要几吨塑料即可实现。一个典型的例子就是无绳电话的壳体。
启用HYPERSARK 结束了抛光工作
以前厚度为1mm的薄壁筋板,现在已被设计工程师改为0.6mm或0.7mm,然而在其他地方,新的“问题”又出现了。假设模芯上有一个20mm深的凹槽,那么首先加工电极和电火花成形加工都将受到影响。另一个对注塑模加工产生影响的问题是,要保证脱模性能和工序的稳定性。模芯边缘的塑料会收缩,所以必须要将之清除。进行到此,当电火花成形结束后(表面光洁度VDI 24),就要对这些凹槽进行手动“打磨抛光”,例如机床操作者用一片薄木头和高质量的金刚砂布来对那些肉眼看不到的位置进行抛光,来确保可靠的脱模性。但是如果筋板太薄或凹槽太窄的话,手工抛光就无法进行。因此,专家们希望放电加工可以提供一个能够保证脱模性能的表面光洁度,而无需再进行后处理。VDI 24的表面光洁度对此而言太过粗糙了。
将尽可能多的几何形状赋予石墨电极已经可以给模具的精确度带来很高的保障。MIKRON HSM 300 高速石墨加工中心已经证明是加工此类电极的最佳设备。
为模具制造者提供了安全保障
用Hyperspark HS(高速精加工)的电源技术,GF阿奇夏米尔可以用经济的操作方法用微细电极进行加工,并使表面质量达到VDI 14(Ra=0.5µm)。对于精密工具制造者和注塑模而言,这种质量保障了脱模的安全性。对两个分别按传统方法处理和未经过人工处理的注塑工件进行比较,几乎看不到任何区别。GF阿奇夏米尔德国的市场部经理Franz-Josef Sendler在谈到这些影响时说:“在过去,根本不可能用电火花成形机床加工具有142个深窄槽和过桥的型腔。而如今抛光的时间已大幅降低,而且避免了人工打磨对几何尺寸的影响。客户可以减少20%的塑料使用量并节省了25%的循环时间。这些变化使得德国发展成为真正意义上的生产中心。”

来自Bocholt西门子家用及办公用品部的双注塑模
节省了特殊材料和费用
西门子特别将“薄壁技术”应用于其无绳电话“Gigaset”系列。位于Bocholt的西门子家用及办公用品部的Bernhard Schaffeld说:“薄壁技术需要被大力推广,这样之前注塑模的加工时间以及相应的在装配线上的装配时间可以缩短16秒到22秒,从而合成零件就无需停顿或缓冲。”
薄壁技术对于模具制作而言也是一个新的挑战。它必须与热浇道技术协同工作,西门子用插入的、后注入的胶片将它们连接。为了实现快速冷却,我们必须使用具有良好热传导性的材料,例如在某些领域里会选择铜等。
根据Schaffeld的理论,薄壁技术也会带来一些问题,需要将加工时间、费用和质量进行平衡。Schaffeld说:“无论如何这个技术的潜力还是很大的,目前我们在工具车间里从第一步开始到完成首件能使用的模具需要花费50个工作日,而现在的趋势是将其缩短为35个工作日。在德国这样一个高工资的国家,我们不仅要考虑效率成本,也要提高交货速度。”
(Markus Ackermann FräsTech公司)
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈