直柄麻花钻的轧沟磨背工艺
目前,直柄麻花钻的成形国内普遍采用轧制工艺。该工艺的最大优点是生产效率高,能充分利用原材料;加工出的钻头坯体内部组织具有纤维连续性,且晶粒细化,碳化物分布均匀,红硬性高。但轧制工艺也有着明显的缺陷,即钻头坯体极易轧裂。以我厂生产为例,在通常情况下,直柄麻花钻的轧裂率为5%~10%,有时高达20%~40%,每年仅因钻头轧裂就使企业损失数十万元。尤其在当前高速钢材料价格较昂贵的情况下,解决钻头轧裂问题,降低轧裂率,将使企业获得更大的经济效益。
1轧沟磨背工艺的提出
导致钻头轧裂的因素很多,针对不同轧裂原因,可采取不同的方法降低轧裂率。但已有的方法效果均不理想,不能从根本上解决轧裂问题。通过观察发现,98%以上轧裂钻头的裂纹均出现在刃带与刃沟的交汇处。由此看来,裂纹的产生与刃带的形成直接相关。普通的轧制工艺是在四辊轧机上同时轧出钻头的刃沟、刃背和刃带,即轧沟与轧背同步。针对这一特点,我们提出刃沟和刃带分别成形的工艺方案,即先在四辊轧机上轧出钻头的刃沟,然后在专用磨床上磨出钻头的刃背外圆(刃带也同时形成)。这就是本文拟介绍的轧沟磨背工艺,其主要工艺路线为:轧沟→通磨外圆→切尖倒棱→热处理→通磨外圆→精磨外圆→磨背→磨钻尖。
2轧沟磨背工艺原理
采用轧沟磨背工艺轧沟时,可仍采用原有四辊轧机,只是两个刃背扇形板的截形有所变化,即没有刃带槽。此时,两个刃背扇形板的作用只是固定钻头截形,调整刃背充起量。两种轧制工艺的四辊轧机孔型示意如下图。由图可见,采用轧沟磨背工艺时,由于刃背扇形板不存在刃带槽,钻头截形简单,因此避免了刃带处裂纹的产生。
 (a)轧沟轧背
(a)轧沟轧背
1.刃沟扇形板
(b)轧沟磨背
2.刃背扇形板
引起裂纹的原因如下:轧沟轧背时,由于不同规格的钻头刃带尺寸各不相同,因此刃背扇形板上刃带槽的宽度和深度也不同,通常宽度为0.45~0.95mm,深度为0.55~1.15mm。进行热轧时,钻头坯件在扇形板的滚压作用下,加热到临近熔化状态沿轧机孔型流动、延伸,流入刃带槽内的金属便形成钻头刃带。但狭窄的刃带槽使金属不易顺利流动,因而容易产生刃带缺陷。特别是当坯体冷却时,窄而高的刃带处于钻头坯体的边缘,冷却速度最快,易产生应力集中。由于受材料、加热温度、时间和速度、扇形板加工精度等的影响,极易在刃带处产生裂纹。而采用轧沟磨背工艺轧沟时,轧机孔型简单,结构合理,符合金属流动特性,因此可避免上述现象的发生;同时由于刃带单独成形,也极大地降低了四辊轧机的调整难度,提高了钻芯对称度(麻花钻重要检查项目之一)的精度。
采用新工艺轧沟后的钻头坯体经热处理、精磨外圆等工序,然后在专用磨床上磨出刃背。这一工艺过程也可提高钻头工作部分的径向圆跳动精度(也是麻花钻重要检查项目之一)。
3轧沟磨背工艺的应用效果
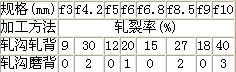
是否采用新工艺应视生产中的实际情况而定,如试轧后轧裂率低于5%,而且生产批量较大时,仍可采用轧沟轧背工艺加工直柄麻花钻。但当轧裂率高于5%时,则应采用轧沟磨背工艺。下表所示为我厂部分规格钻头用两种不同工艺方案加工时轧裂率的对比。由表可知,轧沟磨背工艺对降低钻头轧裂率效果非常明显。采用此项工艺后,我厂钻头钻芯对称度合格率由75%提高到80%,径向圆跳动合格率由85%提高到90%。
null
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈