改装车床加工重型盘类零件
制造大型碾砂机,碾砂机底盘是难加工工件。底盘铸件毛坯呈圆盘状(图1中的1所示),直径为2.2m,边缘高0.3m,底盘及边缘厚0.1m,重量达3t。
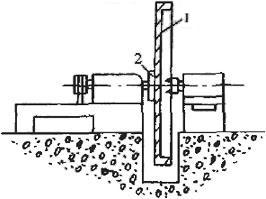
1.工件2.接盘
图1
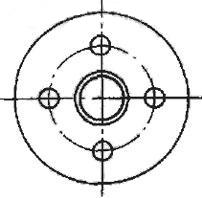
图2
我们改装了一台旧C630车床,解决了没有大型立车加工碾砂机底盘的难题。这种机床的主轴轴承是滑动轴承,铜瓦比较厚,主轴与轴瓦磨合很好,承载能力远大于滚动轴承。先将车床主轴箱四个紧固螺栓松开,主轴箱水平旋转180°,即将主轴前端转到机床后端。该机床的主轴抬头精度为0.025mm。因碾砂机底盘重3t,主轴系统变形很大,所以经配刮主轴箱和床身接触面将主轴抬头精度做成0.042mm。这样就可以保证被加工平面与刀具的垂直度,然后在车间混凝土地面上开一条地沟,以便把工件吊装在主轴上(图1)。加工面是圆盘底面和边缘内侧面,在主轴与工件1之间还要增加接盘2。接盘结构如图2所示,接盘中心有一大螺纹孔和车床主轴前端螺纹配合,使接盘固定在主轴上。碾砂机底盘上有4个Ø30mm的孔,是用来固定碾砂机立柱的。我们事先用摇臂钻将4个Ø30mm孔钻出来并惚平。接盘上也有4个Ø30mm孔,利用这4个螺栓孔就可以把碾砂机底盘固定在接盘上,即将工件安装在主轴上了。改装的C630车床床身侧面固定一铁架用来安装主电动机。地沟右侧固定一条平行于底盘加工平面的组合机床床身,上面有可滑动的铣削动力头。
我们采用陶瓷刀片AT6,进给量为0.25mm/r,切削深度为2.5mm,铣刀盘转速1200r/min。陶瓷刀铣削碾砂机底盘的表面粗糙度为Ra3.2µm,其粗糙度值优于图纸要求的Ra12.51µn。使用AT6陶瓷刀片可减少换刀次数和磨刀时间,使生产率提高了5倍,成本降低了65%。
为了防止重载工件的C630机床主轴出现研磨和烧瓦现象,我们用CB-32齿轮泵装成强制润滑系统,选用40#机械油,在主轴以20r/min转动时,可以使轴承间的润滑膜有足够的强度,保证机床正常运行。我们又采用润滑油和润滑脂混注的办法,即在主轴停止转动前15~20min向主轴油孔中注入粘稠状含有极压添加剂的润滑脂。在主轴转动作用下它可以随着润滑油充分地在轴与轴瓦间隙内流动并布满整个间隙。这样防止了机床停机时在重负荷作用下使油膜破裂,出现金属大面积接触,因而可避免再开机时造成机床主轴和轴瓦研磨问题的出现。
null
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈