压气机叶轮圆弧面铣削专机设计
介绍了叶轮圆弧面铣削专机的设计方案和采取的有效措施,保证了叶轮圆弧面铣削精度和表面质量,在专用机床上实现了一机多种零件(尺寸不同)加工。
1 铣削零件工艺分析
6160A和6200Z型柴油机的压气机叶轮,零件结构和形状相似,作用相同,但尺寸不同(如图1所示)。要求设计一台专用机床铣削两种尺寸不同的叶轮圆弧面(半径为R)。 叶轮零件的技术要求 叶轮材料为ZL104,硬度≥70HBS,圆弧面(半径为R)的横截面与内孔(直径为d)的同轴度均为?0.04mm,表面粗糙度为Ra1.6μm。因为叶轮是高速旋转的零件,对其尺寸精度、形状精度及动平衡精度要求较高。定位基准的选择 叶轮的内孔(直径为d)与?150mm大端面的粗、精加工均是在同一工序中一次安装加工完成的,以保证大端面与内孔轴线的垂直度要求(150mm端面跳动允差0.02mm)。铣削圆弧面时,均选?150mm大端面作为第一定位基准,以消除叶轮的3个自由度(沿内孔轴线的移动,绕其它两个垂直轴的转动):以内孔为第二定位基准,消除沿两个垂直轴的移动。从理论上讲5点定位即可满足加工要求。
零件号dDAR 1 ?16+0.0110 ?1050-0.0087 77.5 25 2 ?16+0.018+0.005 ?90±0.043 80 35 图1 叶轮
2 铣削专机的设计方案分析及采取的措施
刀具设计方案和措施 刀具回转中心高度要求可调,调好后刀架要求能锁紧。采用类似滚齿机刀架调整的方式,在立柱上设可调刀架(如图2所示)。
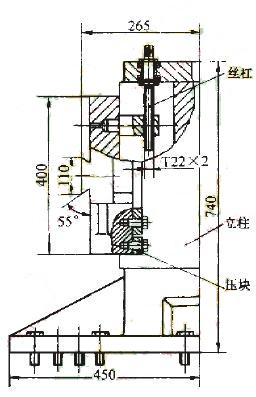
图2 刀架部件局部图
当刀具中心高调到合适的高度后,锁紧立柱导轨后面的压块,以消除刀具与立柱导轨间的间隙,从而提高支承刚性和抗振能力,也保证了刀具的回转精度。 圆弧面铣削采用圆柱铣刀,铣刀半径依圆弧面半径R选择。铣刀要求可换,刀杆刚性要好,而且应避免成悬臂结构,以免因切削引起振动让刀,影响回转精度和表面质量。于是采用万能铣床刀具支架的支承方式,在刀杆尾端设置尾架支承,以提高刀具系统的刚性。 选择高精度的铣削头TX25A作为刀具驱动装置,以提高刀具的回转精度。这种铣削头装有3182000系列的双列向心短圆柱滚子轴承和推力球轴承,回转精度高,精度保持性好。按ZB2651制造技术要求,其回转精度可保证在0.01mm之内。 对保证工件的回转精度及送进采取了如下措施:选择精密导向的B型导轨的液压滑台,导轨的扭曲为0.01mm/250mm,以保证工件送进的平直度,有利于提高圆弧面的回转精度。提高工件回转精度而采取的措施 采用高精度的铣削头TX20A作夹具的驱动装置,其回转精度在0.01mm之内。提高夹具心轴的定心精度。 采用可调同轴度的夹具并且可换,以适应两个品种甚至多品种的需要。 夹具与铣头的连接不采用7:24锥度孔。这种锥孔目前的制造手段只能保证接触面达80%左右,很难满足高回转精度的要求。于是在夹具上采用法兰止口与铣头联接,在径向设有4个M8调整螺钉(如图3所示),
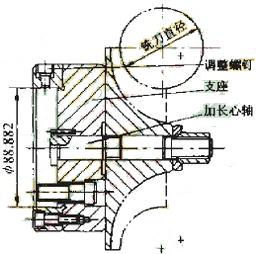
调整其心轴的定心精度。经过精细调整,夹具心轴的径向跳动控制在0.005mm之内。为了便于控制心轴直径的公差,将定位孔(?16+0.0110mm)换算成双向偏差,即为?16.0055±0.0055mm,这样即可减少因零件孔的制造误差而产生的定位误差。对定位心轴作过定位处理,以提高定位系统的刚性,减少切削变形的影响。根据六点定位原理,定位心轴消除两个自由度,只能用短圆柱心轴。由于该心轴还需作夹紧元件,所以不作定位的部分只能车细,这样就与工件内孔留有较大间隙。经过实际试用,发现圆弧面的径向跳动为0.07mm,超过了径向跳动允差0.03mm的精度要求,表面粗糙度也只能达Ra3.2μm,达不到图纸要求。
经分析,由于定位心轴定位配合面长度较短,心轴不定位部分与工件内孔有较大的间隙,在径向切削力的作用下,心轴产生挠曲变形,而工件也在间隙处失去支承作用而产生变形,从而引起切削振颤,影响了加工精度。由于?150mm大平面和定位孔(直径为d)的垂直度完全控制在0.02mm之内,我们用过定位心轴进行试验。设计夹具时,用大平面和加长心轴联合定位(如图3所示),使工件内孔在全长范围内与心轴配合定位。这样处理后,加工出的叶轮圆弧面的径向跳动经检测达0.012mm,完全达到图纸要求。
3 切削液的使用和机床的安装方法
叶轮圆弧面的加工采用机油冷却润滑刀具,以避免刀具上产生积屑瘤而影响加工表面质量。经测定表面粗糙度达到Ra1.6μm。 机床的安装没有采取传统的地基加地脚螺栓的安装方式,而是采用上海长征机械厂生产的JZQ-I型弹性支承。每个支承负重200kg,本机床共用了6个支承。这种支承不仅仅节省了50%安装费,而且大大缩短了安装调整周期。而最重要的还是这种弹性支承具有减振和隔振作用。一方面减少机床自身的振动,另一方面隔离外界设备通过地基传来的振动,从而有利于提高加工质量。
4 效果
由于刀具的中心高度可调,夹具心轴的定心精度可调且夹具可换,实现了一机多种零件加工。采用高精度的铣削头作为刀具和工件的驱动装置,夹具心轴的定心精度可调,保证了叶轮圆弧面的尺寸精度和位置精度。夹具的过定位设计、机床的弹性支承及切削液的使用,避免了切削振动,保证了圆弧面粗糙度要求。经过几年的使用证明,该机床具有结构合理、小巧紧凑、工作性能稳定可靠等优点,完全能够保证压气机叶轮圆弧面的铣削质量。
null
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈