首页
|
新闻
|
产品
|
技术
|
案例
|
方案
|
动工业
|
专题
|
在线研讨会
|
展会
|
下载
|
智能制造
国际金属加工网
>
最新资料
最新资料 第2987页
集成制造系统的组成
制造自动化系统 制造业的自动化大体上分为刚性自动化、柔性自动化和集成自动化三个阶段。70年代以前,主要利用机械设备,实现大批量生产,解决代替人的体力劳动的自动化,目标是提高劳动生产率,这一时期为刚性自动化阶段。80年代中期以前,主要利用柔性制造系统实现多..
阅读全文
精益生产新动向:柔性制造
某世界500强R公司在追求柔性制造的过程中,实现了多种生产方式并存,取得了巨大的经济效果,在同样的厂房设备条件下,复印机生产能力提高到原设计能力的3.5倍以上。另一家高科技跨国公司X公司在分析一条示范生产线的基础上,发现原流水线的60%是多余的,通过去除这..
阅读全文
住友电工开发销售用于加工小型部件的新材料
住友电工超硬合金株式会社在加工小型部件方面,开发了可得到高精度且美观的加工面的新材料“ Ace Coat ACZ150”,并将从8月起开始销售。 “ Ace Coat ACZ150” 近年,对于以硬盘为代表的小型电子仪器部件以及汽车用小型驱动部件等小型部件,以高精度加工的需求..
阅读全文
山高的口号是让我们为您做得更好
山高——工程业的重要选择 我们的目标是使客户满意和良好合作 我们每年向全世界加工业发送百万计的刀具。在这些刀具的制造过程中执行严格的监控,确保质量的一致性和高标准。 我们刀具内在的质量和创新是有利可图的生产的关键。可靠的发货和迅速的服务是同我们客户成功..
山高刀具
阅读全文
山高刀具招聘
山高刀具(上海)有限公司系世界硬质合金刀具领袖之一的瑞典山高刀具在中国的全资子公司。公司以其一流的产品和优质的技术服务在业内享有盛誉。公司总部位于上海,在北京,沈阳,西安,重庆,武汉,深圳设有办事处。现因业务发展需要,招聘如下人员 一、销售工程师-上海..
山高刀具
刀具
阅读全文
北村开发新型5轴立式加工中心
日前,北村机械成功开发出一款新型立式加工中心——“Super-trunnion”,并将于在9月举行的EMO Hannover 2005展出。 该加工中心为一种5轴机型,在X/Y/Z轴基础上,增加了倾斜轴A轴以及旋转轴B轴。安装面积细小,而且在机身侧面和正面均可进行工件更换。A轴的操作..
立式加工中心
五轴加工中心
加工中心
阅读全文
PTC ASIA 11月下旬上海举行
第十届亚洲国际动力传动与控制技术展览会(PTC ASIA)将于2005年11月28日至12月1日在上海新国际博览中心举行。 PTC ASIA 2005由中国液压气动密封件工业协会、中国机械通用零部件工业协会、德国汉诺威展览公司、汉诺威展览会(中国)有限公司和中国轴承进出口联..
阅读全文
日本机床行业市场仍然接单畅旺
日本机床市场2004年的订单金额为1.2362万亿日元,仅次于泡沫高峰时期即1990年的1.4121万亿日元和1989年的1.2697万亿日元,取得历史第三的好成绩。 今年以来,日本机床市场仍然接单畅旺,上半年订单金额已达6728亿日元,比去年同期增长16.2%。照这一趋势发展下去..
机床
阅读全文
蒂泰克斯EMO展位
展位号:004 号馆 , 展位号 G43 这届 EMO 展即将在汉诺威举办 , 举办日期从 9 月 14 日开始至 9 月 21 日结束 。很自然地 , 我们信守诺言于此次推出一系列精彩亮点。所有这些消息都基于 : - 蒂泰克斯与您共同提高生产效率。 我们想要说明的这一问题是 , 正如你..
阅读全文
"Plug & Go" 高速主軸
IBAG精巧的HF90S40高速主轴,额定为3.9km5.3HP,转速可达50000RPM。接近无限变化,专门设计使用于快速”Plug& Go”的装设。其杰出的性能,表现在精细切削、雕刻、精细钻孔、精密模具,以及其它材料的高速切削,例如金属、复合材料、塑料、碳纤。可更换现有40或50 IS..
阅读全文
石油管螺纹刀具使用中应注意的若干问题
(1)使用前,使用者应了解刀具结构,加工要求及使用要求。 (2)刀杆必须正确牢固装夹在刀架(或刀座)上。安装前,刀架及刀杆基面应擦拭干净。普通车丝机的刀杆柄部基面应采用百分表进行找正,使之平行或垂直于螺纹轴线方向。找正误差应在0.015/100之内。否则..
螺纹加工
刀具
能源
阅读全文
全球激光产业发展动态
激光技术是20世纪重大发明之一,近年来,随着激光技术的日新月异,全球激光产业发展迅速。2002年,全球激光加工设备制造销售额达到39.9亿欧元,预计到2010年,全球激光加工市场平均增长率约为13%。美国、日本、德国、英国等国家激光产业的发展代表了世界激光产业最高发..
阅读全文
柔性制造中的信息系统
信息系统是柔性制造系统(FMS)的中枢神经,它关系到整个系统是否能准确、顺利地运行。柔性制造系统是计算机集成制造系统(CIMS)的一个组成部分,不能脱离CIMS的体系结构。在电子商务时代,供应链之间的信息共享对企业的柔性制造系统充分发挥作用是不可缺少的。 一、..
阅读全文
柔性制造系统的发展
柔性制造系统是由统一的信息控制系统、物料储运系统和一组数字控制加工设备组成,能适应加工对象变换的自动化机械制造系统(Flexible Manufacturing System),英文缩写为FMS。 FMS的工艺基础是成组技术,它按照成组的加工对象确定工艺过程,选择相适应的数控加工..
阅读全文
高效柔性制造技术的现状及发展
本文分析了以数控机床为核心的制造技术向高效化、柔性化和高精化的发展概况,并研究其在高速化、高效高精化、复合化、可重构化和网络化等五个主要方向的新进展。 进入21世纪,中国机床制造业既面临提升机械制造业水平的需求而引发的制造装备发展的良机,也遭遇..
阅读全文
国际机床巨头争雄中国市场
近几年我国机床行业发展迅猛,特别是高档和高质量的机床发展步伐加快,未来几年我国数控机床的发展空间极其广阔,国际机床巨头纷纷看好中国机床市场。 (一)西门子自动化与驱动集团 为了满足我国市场对经济型产品的需求,西门子自动化与驱动集团运动控制部在第八届中国国..
机床
阅读全文
TRIBOS-全新的刀具夹紧装置
在加工空间非常受限制的场合,往往需要极细长的刀具夹头或加长杆。TRIBOS--全新的刀具夹紧装置正是为适应这种需要页研制开发的。TRIBOS的刀具装夹孔具有经精确计算而设计的轴对称特殊多边形,借助于一个特制的加载装置对其施加压力,迫使夹持孔在弹性变形的范围内变成圆形,..
刀具
阅读全文
钴领公司GE100柔性化刀具系统
高效是机加工行业永恒的追求目标,德国钴领公司最新推出的新产品——GE100柔性化刀具系统正体现了这一主题。它采用标准化、模块化柔性设计,工序高度集中,一次进刀可同时完成车外圆、车端面、内外倒角、钻孔等多道工序,具有应用范围广,加工效率高等特点,适合在加工..
刀具
阅读全文
Thermo grip工具系统
近年来,随着两面夹紧式工具系统的普及,已在提高加工效率方面取得了明显效果。但是,工具夹持技术总是以不断改进和提高为核心,而两面夹紧式工具系统要想在高速高精度加工方面有新的突破,却感到举步维艰。正是基于这样的理由,为了提高工具-刀柄间的联接精度,热装式..
阅读全文
攀时的UTS模块式刀具系统
奥地利攀时的UTS系统是一个与KM比较类似的模块化刀具系统。按攀时公司的资料分析,其主要应用场合是车削设备。
刀具
阅读全文
超硬刀具及其在硬车削加工中的应用
随着现代科学技术的发展,各种高硬度的工程材料越来越多地被采用,而传统的车削技术难以胜任或根本无法实现对某些高硬度材料的加工。涂层硬质合金、陶瓷、PCBN等超硬刀具材料因其具有很高的高温硬度、耐磨性和热化学稳定性,这为高硬度材料的切削加工提供了最基本的前提..
车床
车刀
刀具
阅读全文
适合加工高硬度材料的刀片
高硬度钢、硬粉末金属、超耐热合金以及双金属材料在工业中的应用越来越广。用这些材料制作的产品几乎坚不可摧,同时也给人们带来了新的难题:怎样才能以最经济的方式将这些材料加工成最后的产品。令人欣慰的是刀具供应厂家在开发铣削和车削加工高硬度材料的刀片方面有了..
刀具
阅读全文
金属加工硬铣削加工技术
通常,人们称加工硬度超过56HRC,或者强度Rm>2000牛顿/平方毫米的钢铁材料为硬切削加工。多数情况下,制模或者锻模在预加工之后,要经过渗碳或者淬火。在预加工后,必须预留一定的精加工余量。尤其是加工带有球面或环面形状的工件时,硬铣削更显重要。硬铣削可切削硬度..
铣床
阅读全文
车削和铣削也可以代替磨削
直到几年前,除了磨削别无选择。即使有,也是用来加工硬度大于 55HRC工件,将它加工成最终形状,而且表面质量高。随着高硬度切削材料和相关机床的发展,这种硬度极限被突破了。这有利于配备可以调节几何角度的刀具的机床进行车削.钻孔、研磨和铣削。目前,专家估计硬度..
车床
铣床
车刀
阅读全文
加工薄壁件小孔用铰刀的优化设计
图1 工件(导块)图 1 问题的提出 我公司采用铰削工艺对汽车操纵杆总成中导块(见图1)上的孔进行精加工,由于该孔的孔壁较薄且不均匀,使用普通铰刀进行加工时,孔径易回缩,尺寸不稳定,孔壁表面质量较差,孔的轴向直线度难以满足零件工艺要求,且刀具耐用度较低,从而使..
孔加工
刀具
阅读全文
薄壁零件的车削技术
一、前言 薄壁零件已日益广泛地应用在各工业部门,因为它具有重量轻,节约材料,结构紧凑等特点。但薄壁零件的加工是车削中比较棘手的间题,原因是薄壁零件刚性差,强度弱,在加工中极容易变形,使零件的形位误差增大,不易保证零件的加工质量。为此对薄壁零件的装夹,..
车床
车刀
阅读全文
盘形薄壁零件的车削
图1 图2 图3 在生产实际中盘形薄壁零件应用较广,如图1所示。由于工件较薄,刚性较差,采用常规的切削加工方法,受轴向切削力和热变形的影响,工件会出现弯曲变形,很难达到技术要求,产品合格率极低。因此,设计出一套行之有效的加工方法十分必要。笔者在生产实践中,..
车床
车刀
阅读全文
锥形排屑孔圆板牙螺纹刀具
圆板牙是加工与修整外螺纹的标准刀具。它的基本结构是一个螺母,轴向开出排屑孔(通常称梅花孔)以形成板牙切削齿(刃)前面。常用圆板牙的结构如图1所示,圆板牙左右2个端面上都磨出切削锥角2 f ,齿顶经铲磨形成后角 a 。 图1 普通圆板牙零件图 用圆板牙套切外螺纹时,先..
螺纹加工
刀具
阅读全文
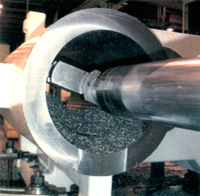
Σ-DRILL-CAST铸铁加工专用钻头
西格马钻头・铸铁型性能(寿命比较) 工件材料 FC250 钻头 FC-DDSM085(φ8.5mm) 设备 立式MC 切削速度 100mm/min 每转进给 0.25mm/r 进给速度 940mm/min 孔深 25mm(通孔) 切削液 水溶性 特点 钻头刚性好 钻芯厚度为直径的50%左右、采用铸铁加工专用材种,刚性和寿命得以极..
钻头
孔加工
阅读全文
针对铰削加工的PreciMaster-Bifix完整系列
Precimaster 山高的Precimaster是一种舍弃刀头式铰刀,设计简单、效率高、精度高、模块化和无需调整。现有的尺寸从D9.75到32 mm,山高的 Precimaster 提供内冷却通孔。 由一个刀体和一个可换式焊接涂层硬质合金刀头构成,夹紧系统保证了获得H7精度所需的高精度和重复性..
铰销
阅读全文
性能优良的高效钻头—“魔钻”
引言 目前,可用于高速加工的刀具产品越来越多。高速加工意味着高切削速度和高切削效率。在铸铁的车削加工中,切削速度已可达到1000m/min。在钻削加工领域,虽然硬质含金钻头的使用已相当普遍,但高速钢钻头仍占有较大份额。就切削速度而言,钻削加工仍明显落后于车削和..
钻头
孔加工
阅读全文
SolidMill FreeForm深孔钻
SolidMill FreeForm可以让用户选择顺向或普通加工选项,这样就延长了刀具寿命,并防止了在这两种模式之间转换而引起的刀具破损现象。此外,三维粗加工循环还得到了优化,以免出现招致刀具损坏的全宽切削。 通过精确控制Z水平极限值-可让用户输入最大和最小Z值或用鼠标在..
孔加工
阅读全文
ISCAR变色龙钻头
提高生产效率同时降低生产成本是金属切削追求的目标。ISCAR公司新近推出了变色龙刀具系列,其别具一格的刀体设计,扩展了在刀具整体中造价较高的刀体的通用性,一种刀体能使用多种不同形状的刀片,从而实现了较少的刀体满足多种不同加工的要求。下面对该刀具系列中的变..
钻头
孔加工
阅读全文
钻削加工的过程监控
图1 具有远程数据传输的自动可调刀具 图2 Blum的具有远程数据传输的BG40型钻削测头 图7 钻削生产的过程链(简图) 图3 带浮动测量触点的测量机构 图4 带单一测量单元的测量机构 图5 超过配合上限的磨损补偿 图6 超过配合下限而中断切削 大批量钻削加工是高效复合加工中心..
钻床
孔加工
测量
阅读全文
加工大长度、大直径内孔用镗孔工具
图1 锥形套零件图 图2 镗杆刀盘部分结构示意图 我公司在加工大型圆锥破碎机的锥形铜套(见图1)时遇到了工艺难题:如在W200镗床上加工铜套的锥形内孔,镗杆行程不足(最大行程1600mm),且无法加工锥形孔;如在车床上采用加长刀杆的方法加工锥形内孔,则因刀杆悬臂过长,刚..
阅读全文
加工镍基合金的铣刀特点
当遇到Hastelloy、waspaloy、Inconel和Kovar等难加工材料时,加工知识与经验就显得非常重要。目前,镍基合金的应用越来越多,主要用于制造航天、医疗、化工行业的一些重要零件。这些材料具有很高的强度、耐腐蚀性,并能经受极高的温度。在上述材料中加入了一些特殊元素..
铣刀
刀具
阅读全文
深孔的螺纹加工技术
对特殊材料零件进行深孔螺纹加工是比较困难的。例如,在一个钛合金零件上进行深孔攻丝是非常具有挑战性的。如果在一个接近完工的零件上,由于丝锥破损产生的刮削作用而导致零件报废,这是非常不经济的。因此,为避免刮削,要求使用正确的刀具和攻丝技术。 首先需要定..
阅读全文
孔加工大有商机
与金属加工行业最近总体不景气的情形相反,(位于俄亥俄州辛辛那提市)的Magna机床公司却生意兴隆。很肯定,在最近几年的时间里,该行业总体的业务水平都在滑坡,但对此公司,其业务至少没有经历像许多其它公司那样的困境。 公司总裁Scott Kramer说:“Magna之所以能在困..
孔加工
阅读全文
加工汽轮机转子末叶销孔用折向钻的研制
1.大齿轮 2.小齿轮 3.变速电机;4.底座 图1 0 前言 200MW,100MW转子末叶片较其它产品长,两叶片之间的距离很小。因此,这就要求设计一台钻体非常长,大约得伸出600mm左右的折向钻来加工汽论机转子末叶销孔。 1 运动原理 此折向钻安装在C630车床的滑板上,如图工所示,纵..
阅读全文
小型精密零件加工技术
现今,广大零件加工厂对于不断传来的有关制造业的坏消息,已经习以为常了:诸如销售下降、员工下岗、外来竞争加剧等等。但是,在精密制造业领域,情况却与此截然相反:加工厂的运行呈现强劲势头。有人声称这种现象是金属切削加工业一个不可逆转的发展趋势。这些趋势包括..
阅读全文
首页
上页
2982
2983
2984
2985
2986
2987
2988
2989
2990
2991
2992
2993
2994
2995
2996
2997
2998
2999
3000
3001
3002
3003
3004
3005
3006
3007
3008
3009
3010
3011
3012
3013
3014
3015
3016
3017
3018
3019
3020
3021
下页
未页
海克斯康 HEXAGON 官方网站
海克斯康 HEXAGON 产品一览
海克斯康 HEXAGON 应用案例
美国自动精密工程 官方网站
美国自动精密工程 产品一览
美国自动精密工程 应用案例
法如 FARO 官方网站
法如 FARO 产品一览
法如 FARO 应用案例
精准匹配 高效链接丨半导体洁净技术高峰论坛供需对接赋能行业高质量发展
柳工与采埃孚签署延续和深化合资合作协议
ANCA亮相2024 DMP大湾区工博会,展现创新实力与行业趋势融合
砥砺前行,智慧发展 | 力劲集团再次荣获PVCHK“智慧学习型企业奖”
数智赋能,精准高效 | 北京精雕邀您共赴2024DMP大湾区工博会
2024宁德国际新能源产业及储能装备博览会展后报告
第21届天津工博会邀请函
我国自主研制的“全球最大液压油缸”成功下线
中国拥有海运船队总规模已达4.3亿载重吨 稳居世界前列
机床导轨直线度的高效检测 API XD Laser激光干涉仪应用纪实案例
海克斯康工业软件直播预告 | Simufact金属制造工艺链仿真解决方案及新功能介绍
设计仿真 | 基于Digimat的电化学模拟解决方案加速新电池设计
设计仿真 | Adams导入Matlab生成的FMU
生产制造 | 产品加工-金属切削-ESPRIT个性化牙基台自动编程解决方案
质量管理 | 离散制造业质量数据管理方案
快讯 | 2024年马扎克大连技术中心开放日活动圆满举行
专家视角 | 雄克参与电动汽车革命,野心还是使命?
雄克×NXT Gen Cup收官篇:不断突破 携手未来
年终回馈 | 达诺巴特集团尊贵客户专享福利
原创 | PC-DMIS定制报告应用案例:电池盒密封圈检测
直播回放 | PC-DMIS认证考试有用吗?认证证书怎么考?
2024DMP大湾区工博会 | 力劲一体化压铸及后加工整体解决方案将亮相粤港澳大湾区
活动回顾 | PolyWorks Shanghai VIP技术交流日活动圆满落幕
中钨高新、株洲钻石与豪迈集团开展党建联学共建活动
TOP30!海克斯康入选2024福布斯中国数字科技领军企业
从一片神奇玻璃的检测,看科技如何改变生活
直播预告 | 间隙面差检测如何做到精准高效?答案在这里
玩嗨啦!这群未来的“智慧工程师”来海克斯康研学了
海克斯康出席中国汽车工程学会年会暨展览会
磁编码器:电动车辆背后的隐形“英雄”
Copyright © 1997-2024
mmsonline.com.cn
All rights reserved.
国际金属加工网
版权所有