首页
|
新闻
|
产品
|
技术
|
案例
|
方案
|
动工业
|
专题
|
在线研讨会
|
展会
|
招聘
|
下载
|
论坛
|
智能制造
国际金属加工网
>
最新资料
最新资料 第2833页
迷你方肩铣刀和皇冠钻推广
在Vald. Birns Maskinfabrik A/S加工的材料大部分是诸如GG25和GGG40的铸铁。当加工灰铸铁(GG25)时,用装有材质等级T150M的刀片直径50mm和63mm的迷你方肩铣刀能使客户省时省钱。 自从切削刃的有效寿命增加三倍,机床就不需经常停机换刀片。“我对迷你方肩铣刀很满意,” ..
方肩铣刀
铣刀
刀具
阅读全文
皇冠钻
钻削孔径12到20毫米钻头的新选择 设在Haute-Savoie的法国公司Paccot已经在自动车床工业发展了好几代。保持在加工业发展的前沿,他们愿意同创新的供应商共事并把山高看作是真正的合作者。 PACCOT装备有BIGLIA双主轴车床 -利用现代工具业的发展使用高压冷却液。针对用在一..
阅读全文
模具高速铣方案
针对生产的模具高速铣的刀具方案 今天,在美国的数以千计的加工企业从事用于模板、压模或冲模等似乎是无极限的消耗品和工业产品硬工具的加工。为了适应关于更高工具质量的客户期望和竞争压力,更短的转向时间和更低的成本,许多模具工厂正升级他们的针对高速精加工能力..
模具
阅读全文
快速但可靠的排屑
在西班牙Seville的Consur, S.A.公司是一家属于航空工业的制造厂。该公司生产用在波音717、空中客车320、Embraer 145、 Bombardier CRJ、 Sikorsky直升机等型号飞机上各种各样的零件。最常见的工件材料有铝合金7075-6063、钛合金Ti-6Al-4V和不锈钢。 上图是Ignacio Gonza..
阅读全文
极大地推进您的生产力
——换成山高R218.20铣刀,每刃寿命从4个零件增加到11个零件 “我们从未想过这款新的刀具会比过去一直使用的好那么多,”Peter Brotherhood 公司 的制造经理David Head说。 Peter Brotherhood 公司制造领域包括汽轮机叶片的加工,工件材料是属于山高材料第5组的FV520B。..
阅读全文
攻丝还是螺纹铣的分界线
每一个制造工程师都公认工件上的螺纹加工是一个基本的金属加工过程。然而,无论如何,这个普通的加工决不是象听上去那么简单。首先,加工一个螺纹孔有两种手段--攻丝和螺纹铣。从表面看是很简单,但实际上要复杂得多。 金属加工和制造界的大部分人熟悉攻丝并且可能良好..
螺纹加工
阅读全文
高科技低成本
RUAG航空制造公司在竞争高度激烈的飞机零件市场获得了突破,他们成功的重要原因,就是对钛合金和铝合金零部件的高质量、低成本加工。 今天的RUAG航空制造公司已经成为私人飞机构件市场的主要供应商之一。在新的生产大楼里,该公司运行最新技术的加工中心——用于HSC铣削..
阅读全文
超级旋风铣-减少工时
超级旋风铣在加工En36a /E110材料时减少工时达70%,Brisbane工量具公司使用一款直径25mm的两刃方肩铣刀在已镗出的圆孔加工在钢坯上的六角孔。 其面对的问题是碰到仿形铣削是从6个角上切除的材料数量。当铣刀加工到每个角时,切削的接触区域增加且随着刀具改变方向产生过..
阅读全文
值得一试的干切削
减少切削液的使用提供了可观的成本 节约机会。刀具寿命甚至可能会提高。 我们最近走访了一家工厂,发现停用切削液带来的性能飞跃令人吃惊。这个发现纯属偶然。切削液的缺点迫使人们把加工零件的生产定额转到干加工上。需要是发明之母,员工进行了试验以确定是否能保持有..
阅读全文
运用新的PCA方法:以成本、效率为目标条件
在过去六年里凭借在瑞士独一无二的x轴工作范围多达8米的大型加工中心,Heinz Krahenbuhl已经使得 Pro Cam变成一个模具制造业和机器制造工业的知名供应商。成功只向那些制定最高标准和同最佳合作者公事的公司招手。作为一个主要的供应商,山高因此是一个合乎逻辑的直接的..
阅读全文
用ATD控制库存
JJ Hardy & Sons是一家整个欧洲铁路公司和地铁公司分包商。自从价格竞争越来越激烈,对公司来讲保持所有领域的花费(包括机床)牢固地控制是很重要的。 在Hartlepool的JJ Hardy & Sons公司始建于1856年。在这它成立之前30年,就是在这地区从Darlington到Stockton开始运..
阅读全文
PVD镀层F材质等级
最新的PVD复合镀层刀片为航空与模具领域的仿形铣削加工提供高生产率的方案。 应用PVD(物理气相沉积)镀层工艺的新型复合镀层在针对高硬度工件材料高性能立铣与仿形铣的铣刀片开发中正扮演一个重要的角色。快速增长的应用领域包括用于当今喷气发动机制造的高温合金与模..
阅读全文
PCBN应用知识
PCBN切削刀具的新发展为机械加工提高效率,但首先他们不得不学习何时及如何使用这种材料。 用PCBN刀片车削代替是用陶瓷刀片然后磨削通常能节约机加工时间和资金 制造商总是指望提升切削速度,但他们的工作通常因新材料的发展趋势而变得复杂起来。例如工厂刚对加工片状石..
阅读全文
PCBN和PCD进展
设计和使用PCBN(聚晶立方氮化硼)和PCD(聚晶金刚石)切削刀具的最近进展提供给不同的行业制造商强有力的提高生产率的新动力。如汽车工业运用新的大颗粒整体PCBN刀片使得高效切削难加工合金铸铁成为可能,原先它们只能由磨削完成。 “在最新的整体PCBN材质等级增加颗粒..
阅读全文
获得正确的平衡
设计工程师有吃力不讨好的工作。他们永无止境地花费精力去约束公差和提高精度来同失效和停机作斗争。他们连年累月地提高设计精度到1微米左右。他们是完美主意者。 但是当刀具没有恰当平衡时他们的彻底认真和密切注意细节产生浪费。使用不平衡的刀具加工零件和射击自己的..
阅读全文
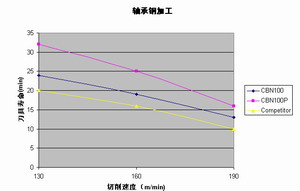
替代磨削的经济性好的硬车刀具和技术
用在汽车工业的大多数硬零件是在淬硬后加工到最终几何形状的。目前,磨削是用于这些零件的主要的方法,这些零件包括轴承、齿轮、轴和小齿轮。但是,由于机床刚性的改善和聚晶立方氮化硼(PCBN)刀具的发展,硬车削正作为一种替代磨削的经济性好的方法在普及。 使用各种..
车刀
刀具
阅读全文
加工大零件用MDT表现很好
多方向车削(MDT)刀具在Boessenkool B.V.被用于大型零件的难加工工序。它们表现很好,能节约工时多至50%。 “MDT刀具于三年前引入,而且当时山高Benelux关于该产品举办了一次讲座。然后我们决定用这款极佳的刀具进行试切,” Boessenkool B.V.的工段长Arnold Meier说,“..
阅读全文
车削粉末冶金零件
使用粉末冶金(P/M)工艺制造应用于汽车动力系的零件在持续增长。用P/M工艺制造的元件有许多重要独特的优点。故意留在这些零件里的残余多孔结构对于自润滑和隔音有好处。使用P/M技术可以生产用传统铸造工艺很难或不可能制造的复杂合金,用这样的技术制造的零件的加工量..
车床
车刀
阅读全文
穿越历史,再续辉煌——访哈挺(中国)有限公司总经理张静娟女士
当中国汽车制造业的压力渐趋巨大,这种压力便自然而然地向整个产业链绵延,包括工作母机。对于金属加工领域的厂商,提供高效加工的解决方案是其迎接增效降本严峻挑战的关键和根本。
汽车
阅读全文
八轴联动蜗杆砂轮磨齿机
SMS公司在CNC磨齿机床Z300上运用了最先进的驱动装置和控制系统。该机床足以 Reishauer公司的磨齿机床NZA为设计基础并进一步改进和发展。加工范围和NZA相同。沿用了机床的主体,可旋转的工件支架和尾架(只用铸件),并全面改进了磨削系统,即磨削主轴和修形装置。机床其余..
阅读全文
TTB精密万能小刀具磨床
·所有轴无后座力 ·直线轴重复精密度为0.001 mm ·旋转轴可进行外圆修磨 ·主轴转塔台装有4个磨轴 ·每个磨轴最多可装3个砂轮 ·更换砂轮后能精确定位 ·一次装夹,可完成任何复杂形面的磨制 ·能一次完全加工直径下至0.02 mm的刀具 ·高频主轴最高转速达100,000 r/min(可选..
磨床
刀具
阅读全文
施力博格公司GEMINI
专业生产型工具磨床,双磨削主轴,可带机内光学成型测量,选配自动上下刀具机械手,砂轮交换库等。 主要参数: 5轴数控;HSK50砂轮法兰盘; 主轴功率9KW,15 kW或26 kW(S1 100%); 主轴转速:10,000 r/min,18,000 r/min(选项); X轴:行程400 mm; Y轴:行程300 mm..
阅读全文
瑞典裕万Nomyline磨床
产品的设计满足客户的需求 NOMYLINE是为针对满足市场高性能低成本的需求研发推出的。它有以下特点: 先进的工艺,亚微米级公差精度; 磨削节拍更短; 有效工作时间更长; 设计紧凑,占地面积极少; 更强的适应性以满足生产更换产品的需要; ..
磨床
阅读全文
津田驹TN系列产品
在NC加工中,被认为是精度要求最高的加工之一的五轴加工要求必须具备即使在稍有负荷的情况下也不会产生误差的高度可靠性。同时还要求应具备速度快、功率大、省空间。 针对这些要求而导出回答的正是TN系列产品从这一观念出发,诞生了津田驹最高速、最可靠的NC可倾斜..
阅读全文
福鸟消耗型集中润滑系统
该系统适用于稀油或NLGI000号,00号油脂的单线系统 使用: 机床,印刷机械,纺织机械,包装机械以及各种其他机械。 原理: 消耗型单线集中润滑系统,向机械设备的润滑点提供其所需定量的润滑剂。他们周期性地工作,即系统是间歇性工作的。单线系统可以使用稀油或N..
润滑
阅读全文
10G以太网标准化的最新进展和未来发展趋势分析
本文介绍了10Gbps以太网的最新发展以及10GBASE-LRM开发中的技术挑战、解决方案、草议规范和时限,并深入探讨了10G以太网标准未来的发展趋势。 10G以太网(IEEE 802.3ae)在2002年完成了标准化的初始阶段。10G以太网标准化第一阶段规定了10GBASE-LR/ER/SR和LX4光学端口,当初..
阅读全文
第六届中国(广州)国际机床展2005
GZIMTE,中国三大国际机床展之一。GZIMTE是由中国国际贸易促进委员会(CCPIT)批准,中国国际贸易促进委员会机械行业分会、中国国际商会机械行业商会、广东省机械工业质量管理协会为主办单位,得到了广东省对外贸易经济合作厅、广州市对外贸易经济合作局的支持,由广东..
机床
阅读全文
迪普马自动化工程:多用途转台
钻孔、研磨和攻丝操作通常需要在车床和车削加工中心进行。所以,必须将车床从要求旋转工件升级到带旋转刀具,而工件固定的机器。如果有这些需要,您可以使用迪普马的从动刀具转台,罩在刀架盘上(对静止的车刀和转台自身驱动的回转刀具都适用),无额外的空载时间。位置切..
阅读全文
准确度和速度
高性能的立式研磨中心 LinX Compact 是中等尺寸的五轴研磨机,用于高速度大功率研磨,既适合粗磨,大量切削,又适合精磨,其研磨精度和速度对研磨产品的利润和质量来说是值得的。 机器的结构是电焊钢,在两个坚柱上横向滑动。 LinX Compact是LinX系列的第一个产品,这一..
阅读全文
两款高性能的机器
Riello Sistemi Group 将参加中国国际机床展览会(CIMT),展出两台机器:Burkhardt+Weber 制造的 MCX 900和Mandelli Sistemi制造的Thunder630TT。 像所有的MCX系列加工中心一样,900配备有确保快速进给为40m/min和加速度为4.5m/s 2 的高质量滚针导轨,从而实现精密加工和..
阅读全文
汽车的快速灵活装配
Cosberg设计了一套新概念系统,由三条线组成,用于装配汽车领域的齿轮电动机。系统中配有Cosberg模块,保证用户的最佳质量和最高产量。系统中有3个自由台车传递机。台车的切换时间是0.7s,每小时工件输出量为500件(已正确安装、控制和测试)。 系统配有新式监控系统,收集..
汽车
阅读全文
大型机床的意大利传统
Tacchi Giacomo & Figli S.p.A.成立于1926年。自此取得显著进展:自从1994年以来,他们便已经获得IS09000认证,并一直根据这一质量体系开展工作。在2000年的12月,他们收购了Fonderia del Sempione S.r.l.的控制性股份。这是一项富有战略意义的投资,从而允许他们监控整..
机床
阅读全文
生产技术的最新发展水平
40多年机床行业经验,30多位专家悉心开发、生产和销售CNC立式车床和最大旋转直径为4600mm的CNC车削加工中心,以及各种CNC多轴深孔钻床,钻孔深度达1100mm,最大直径为50.8mm。Sirmu位于米兰附近的Rivanazzano(PV),它的显著特点在于:掌握表现整个生产程序特点的设计和..
阅读全文
40多年的质量
Rosa Ermando Spa 成立于1964年,设计制造各种型号的高质量横轴研磨机。在Rosa Ermando成立后没几年,Rosa Srl也成立了,现在,RosaSistemi负责对所有Rosa Ermando生产的研磨机进行检测(这个公司本身生产线性导轨)。 Rosa Ermando Spa总部工厂按照竞争市场的最高标准设..
阅读全文
一束改革之光
普瑞玛工业,总部在意大利的都灵,是激光技术和设备领域的最先进实体之一。由于2D和3D切割系统的灵活性、高品质、高产率,现在已在新工业中应用得越来越广泛。 Prima集团出口其三分之二的产品,拥有450多名雇员,包括欧洲办事处及属下的Prima电子和PNA的工作人员。第一..
阅读全文
三个原则
该集团的第一个核心机构,Riello Macchine Utensili S.a.s.于1963年在Minerbe (Vr)成立。该公司后来成为了Riello Macchine S.p.A.,并接管了Mandelli lndustrie S.p.A.(即今天的 Mandelli Sistemi Spa)以及Burkhardt+Weber Werkzeuqmaschinen GmbH (即现布的Burkhardt+W..
阅读全文
20年的高速加工
从1980起,Jobs就开始生产大功率高速的3-5轴铣削机床和自动化系统。Jobs的解决方案用于中-小型企业和大公司,采用高技术含量的工艺过程。Jobs的产品有80%出口,由于公司技术、设计、生产的发展及专业化高附加值的服务,也由于在新的设计和制造技术方面的不断投资,Jobs..
阅读全文
高生产力、高质量、高灵活性
如今,Imas销售了1200多台机器,不仅在汽车领域有牢固的技术基础,而且在水闸、制冷、水力和液压控制等行业也有重大应用。 Imas成立于1948年,原来是著名汽化器生产厂家Dell'Orto公司内部的一个部门。Dell'Orto公司需要以具有竞争力的成本生产大批量部件,因此设计出集..
阅读全文
顾客,重中之重
Rettificatrici Ghirinqhelli S.p.A.成立于1921年,坐落在靠近瑞士边界Maggiore湖的Luino。如今占据28,000平方米的面积,其中6,300为室内面积。 Ghiringhelli 已经开发出一系列具有高技术含量的无心磨床。其14个不同的型号能满足汽车、轴承、电动马达、纺织和机加工等不..
阅读全文
CIMT2005展商看台
两年一届的国际名展---第九届中国国际机床展已圆满结束,但展商及其展台风采依旧!
CIMT
阅读全文
首页
上页
2828
2829
2830
2831
2832
2833
2834
2835
2836
2837
2838
2839
下页
未页
海克斯康 HEXAGON 官方网站
海克斯康 HEXAGON 产品一览
海克斯康 HEXAGON 应用案例
美国自动精密工程 官方网站
美国自动精密工程 产品一览
美国自动精密工程 应用案例
法如 FARO 官方网站
法如 FARO 产品一览
法如 FARO 应用案例
山高刀具新品发布第三场回顾:听,大明湖畔边的机加工故事
施耐德电气携手工信部国合中心发布洞察报告 赋能制造业加速“双转型”
三星终于认识到中国制造的重要性,将投资229亿扩建西安工厂
新能源汽车产业的增长和加工解决方案
FANUC助力宝马里达工厂,刷新“智造”天花板
美媒:中国制造业加速推进自动化
COFA应用案例-汽车发动机轴
被拆分的机器人:细化汽车制造
机器人参与汽车制造全环节
人工智能下的汽车焊接制造与协同
好优利产品在风电行业的应用
好优利产品在阀门上的应用
钻孔倒角工具解决机械车间的烦恼问题
好优利期待与您相约DeburringTec 2022
数控加工中切削刀具分类,终于找到完整版了
蔡司研习社互动讨论话题|探究增材制造,赢取通关好礼
灵活、稳定、高效 施耐德电气Lexium MC12柔性输送系统为柔性生产保驾护航
培训邀约:萨瓦尼尼P4lean多边折弯中心的日常维护与保养(上)
克拉克森研究:10年内LNG海运量将增长65%
SCHUNK雄克行业方案 │ 锂电芯等离子清洗的自动化抓取解决方案
智能检测&数字化生产,海克斯康斩获汽车行业双项大奖
喜讯!海克斯康获批“企业技能人才自主评价”资质
超1000把刀的中央刀具库顺利运行
现场测量新“视界”之透视新能源汽车管线部件
中国计量大学&海克斯康 “互联网+”大学生创新创业大赛成功举办
我们搬家啦!达诺巴特集团新卓越中心的虚拟之旅
嘉实多与新时达正式签署战略合作协议
CREAFORM形创方案:赋能碳中和目标 | 海上风电导管架的焊接检测和无损检测
新品发布 | 好优利BSF-Air压缩空气驱动自动反锪刀具
好优利不仅是刀具供应商,更是您助力生产、节能增效的合作伙伴!
Copyright © 1997-2022
mmsonline.com.cn
All rights reserved.
国际金属加工网
版权所有