首页
|
新闻
|
产品
|
技术
|
案例
|
方案
|
动工业
|
专题
|
在线研讨会
|
展会
|
招聘
|
下载
|
论坛
|
智能制造
国际金属加工网
>
最新资料
最新资料 第2813页
SECOMAX-PCBN
Secomax是基于PCBN(聚晶立方氮化硼)的高性能切削刀具材质等级系列。 目前的Secomax材质等级系列是CBN350, CBN300, CBN20, CBN150, CBN100 和 CBN10。 Secomax的材质等级是为加工淬硬钢、珠光体灰铸铁、冷硬铸铁和高温合金等而专门研制的。 当用Secomax加工这些材料时..
阅读全文
可乐满获得媒体评定的最受欢迎的刀具品牌奖
2005年4月13日,由弗戈工业媒体发起的中国最受欢迎刀具品牌颁奖典礼在北京长城饭店举行。 山特维克可乐满在此次评奖中脱颖而出,一举夺得最高奖"最受欢迎刀具品牌"("The most popular cutting tool brand")第一名。 此外,CD880钻头广告还获得了MM2005年广告设计大赛最高奖..
山特维克可乐满
刀具
阅读全文
桥式测量机
您可以利用 Prismo 坐标检测仪直接在您加工的地方对产品进行检测。能按用户的要求较准确的完成另件光谱和检测任务。 在标准供货范围内能为您节省昂贵的再配置费用或更高级别的检测仪: 卡尔·蔡司公司的多传感器技术为您的质量安全系统满足Prismo检测仪目前的需求,而且..
测量
阅读全文
最佳的生产率——全新的PRO Compact和 PRO Select
最佳的生产率是指机器能在相同的时间内更快更精确地工作,通常,这是一种不现实的要求。但是PRO系列可以将这一愿望成为现实。请看: 三倍的生产率 PRO能以三倍于传统坐标测量机的速度和精度工作。忘记我们曾经知道的关于坐标测量机速度和精度的所有概念,不要想当然地就..
阅读全文
特种切削专家
作为世界一流的硬质合金和金刚石刀具供应商,Kieninger公司自1960年成立以来,迅速赢得国际声誉,这归功于创造力和精密技术的完美结合。公司涉及的生产领域包括特殊切削工艺、用于加工有色金属和非金属材料的高速切削铣刀,为汽车和机械工程等模具、模型制造提供各种加..
阅读全文
CP 带锯
切削最大直径 1500 mm. 机床可以用双金属刀片和硬质合金刀片工作。用于钢库、锻件加工业、机械加工行业的中、大尺寸材料。也有用于软材料,如,铝、铜、镁等的切削的品种。 也有倾斜锯片切削大捆管材或轮廓的切削。 自动系列允许方便地编写材料的硬度、大小及类型等。半..
阅读全文
CR 带锯
切削最大直径 330 mm. 用于钢库、加工业、铸造业以及机械行业的辅助加工,这个系列包括半自动和全自动系列,有横的或倾斜的锯片,后一个用于切削管材或型材。也有用于软材料,如,铝的切削。这个系列可以配置自动库。
阅读全文
SSH-1680经济性卧式精密珩磨机
性能特点: · 适用于小批量任何孔形的内孔精加工中。 · 主轴转速、冲程速度均采用电子无级调速,可按生产率及网纹交叉角要求任意匹配调整。 · 主轴及冲程刹车用电子式刹车取代了机械式刹车,机床调整时主轴仍可自由旋转,可方便地调整同步刹车。 · 具有高刚度双导轨直线..
阅读全文
牧野中国(东莞)技术中心开幕
由于华南地区模具工业规模在国内具有举足轻重的地位,经过一年多的筹备,牧野中国(东莞)技术 中心在 2004年7月7日正式举行了开幕典礼,并开始正常运作。 技术中心配备了8台最新研制的精密模具加工机床,包括立式加工中心V33及S56,卧式加工中心a61,石墨电极加工中心S..
阅读全文
变速运动控制:中国节能的关键所在
在过去一个世纪,电作为工业革命的动力,在生产、生活中得到方便的使用。全世界人们都依赖它,并以此获得更好的生活水准。在亚洲,电能管理同样扮演着重要角色。预计未来20年,亚洲发展中国家的用电量将大幅增加,而中国是本地区最大的用户。由于中国能源生产的短缺和不均衡,..
阅读全文
现代铣削技术更加自由和灵活
新型铣刀的研制,为数控(CNC)加工中心和铣床提供了切削能力更高、使用更简便的刀具。设计和生产技术的发展,使精密的刀体和刀片获得应用,从而改善机床利用率,增加产出,提高机加工过程的可靠性。 标准化对于制造业至关重要,因为只有通过标准化,技术人员才能用同一种..
铣床
阅读全文
高速、灵活、稳定
一台机床实际用于加工的时间有多少?答案是比大多数人所希望的要少得多。许多机床实际用于加工部件的时间甚至不足生产时间的一半。 如何减少大多数机床的闲置时间,以及更有效地利用可用的生产时间并提高产量,这里面大有潜力可挖。数控(CNC)机床的闲置时间通常有以下几..
阅读全文
小世界里的创新技术
小型精密零件的市场需求在增长,各类制造工业在开发产品应用的过程中,不仅需要大量订购相对简单的部件,也越来越多地需要用棒材制作的、日益复杂的精密零部件。在这个竞争激烈的领域中,机床技术已经发生了飞跃发展,目前的重点之一是开发新型切削刀具,以提高机床利用..
阅读全文
切削能力起核心作用
模具制造业如果想取得成功,就需要现代刀具和方法。因此,高速切削应用将越来越多。 德国Müller Modellund Formenbau公司的George Müller为他自己和业界定下了高标准: “在未来,任何希望成为成功的刀具和模具制造商的公司,都必须为他们的客户提供从设计到成品刀具的..
阅读全文
钻削应用知识
以钻尖和刀体之间连接强度高而 著称的焊接式硬质合金钻头能加 工出表面粗糙度相当好、孔径公 差小、位置精度高的孔。 许多工厂错误地相信钻孔加工一定是在低进给量和低速下才能完成。这在过去曾经是正确的,但今天的硬质合金钻头的情形就不同了。事实上,用户选择正确的..
钻床
孔加工
阅读全文
迷你方肩铣刀和皇冠钻推广
在Vald. Birns Maskinfabrik A/S加工的材料大部分是诸如GG25和GGG40的铸铁。当加工灰铸铁(GG25)时,用装有材质等级T150M的刀片直径50mm和63mm的迷你方肩铣刀能使客户省时省钱。 自从切削刃的有效寿命增加三倍,机床就不需经常停机换刀片。“我对迷你方肩铣刀很满意,” ..
方肩铣刀
铣刀
刀具
阅读全文
皇冠钻
钻削孔径12到20毫米钻头的新选择 设在Haute-Savoie的法国公司Paccot已经在自动车床工业发展了好几代。保持在加工业发展的前沿,他们愿意同创新的供应商共事并把山高看作是真正的合作者。 PACCOT装备有BIGLIA双主轴车床 -利用现代工具业的发展使用高压冷却液。针对用在一..
阅读全文
模具高速铣方案
针对生产的模具高速铣的刀具方案 今天,在美国的数以千计的加工企业从事用于模板、压模或冲模等似乎是无极限的消耗品和工业产品硬工具的加工。为了适应关于更高工具质量的客户期望和竞争压力,更短的转向时间和更低的成本,许多模具工厂正升级他们的针对高速精加工能力..
模具
阅读全文
快速但可靠的排屑
在西班牙Seville的Consur, S.A.公司是一家属于航空工业的制造厂。该公司生产用在波音717、空中客车320、Embraer 145、 Bombardier CRJ、 Sikorsky直升机等型号飞机上各种各样的零件。最常见的工件材料有铝合金7075-6063、钛合金Ti-6Al-4V和不锈钢。 上图是Ignacio Gonza..
阅读全文
极大地推进您的生产力
——换成山高R218.20铣刀,每刃寿命从4个零件增加到11个零件 “我们从未想过这款新的刀具会比过去一直使用的好那么多,”Peter Brotherhood 公司 的制造经理David Head说。 Peter Brotherhood 公司制造领域包括汽轮机叶片的加工,工件材料是属于山高材料第5组的FV520B。..
阅读全文
攻丝还是螺纹铣的分界线
每一个制造工程师都公认工件上的螺纹加工是一个基本的金属加工过程。然而,无论如何,这个普通的加工决不是象听上去那么简单。首先,加工一个螺纹孔有两种手段--攻丝和螺纹铣。从表面看是很简单,但实际上要复杂得多。 金属加工和制造界的大部分人熟悉攻丝并且可能良好..
螺纹加工
阅读全文
高科技低成本
RUAG航空制造公司在竞争高度激烈的飞机零件市场获得了突破,他们成功的重要原因,就是对钛合金和铝合金零部件的高质量、低成本加工。 今天的RUAG航空制造公司已经成为私人飞机构件市场的主要供应商之一。在新的生产大楼里,该公司运行最新技术的加工中心——用于HSC铣削..
阅读全文
超级旋风铣-减少工时
超级旋风铣在加工En36a /E110材料时减少工时达70%,Brisbane工量具公司使用一款直径25mm的两刃方肩铣刀在已镗出的圆孔加工在钢坯上的六角孔。 其面对的问题是碰到仿形铣削是从6个角上切除的材料数量。当铣刀加工到每个角时,切削的接触区域增加且随着刀具改变方向产生过..
阅读全文
值得一试的干切削
减少切削液的使用提供了可观的成本 节约机会。刀具寿命甚至可能会提高。 我们最近走访了一家工厂,发现停用切削液带来的性能飞跃令人吃惊。这个发现纯属偶然。切削液的缺点迫使人们把加工零件的生产定额转到干加工上。需要是发明之母,员工进行了试验以确定是否能保持有..
阅读全文
运用新的PCA方法:以成本、效率为目标条件
在过去六年里凭借在瑞士独一无二的x轴工作范围多达8米的大型加工中心,Heinz Krahenbuhl已经使得 Pro Cam变成一个模具制造业和机器制造工业的知名供应商。成功只向那些制定最高标准和同最佳合作者公事的公司招手。作为一个主要的供应商,山高因此是一个合乎逻辑的直接的..
阅读全文
用ATD控制库存
JJ Hardy & Sons是一家整个欧洲铁路公司和地铁公司分包商。自从价格竞争越来越激烈,对公司来讲保持所有领域的花费(包括机床)牢固地控制是很重要的。 在Hartlepool的JJ Hardy & Sons公司始建于1856年。在这它成立之前30年,就是在这地区从Darlington到Stockton开始运..
阅读全文
PVD镀层F材质等级
最新的PVD复合镀层刀片为航空与模具领域的仿形铣削加工提供高生产率的方案。 应用PVD(物理气相沉积)镀层工艺的新型复合镀层在针对高硬度工件材料高性能立铣与仿形铣的铣刀片开发中正扮演一个重要的角色。快速增长的应用领域包括用于当今喷气发动机制造的高温合金与模..
阅读全文
PCBN应用知识
PCBN切削刀具的新发展为机械加工提高效率,但首先他们不得不学习何时及如何使用这种材料。 用PCBN刀片车削代替是用陶瓷刀片然后磨削通常能节约机加工时间和资金 制造商总是指望提升切削速度,但他们的工作通常因新材料的发展趋势而变得复杂起来。例如工厂刚对加工片状石..
阅读全文
PCBN和PCD进展
设计和使用PCBN(聚晶立方氮化硼)和PCD(聚晶金刚石)切削刀具的最近进展提供给不同的行业制造商强有力的提高生产率的新动力。如汽车工业运用新的大颗粒整体PCBN刀片使得高效切削难加工合金铸铁成为可能,原先它们只能由磨削完成。 “在最新的整体PCBN材质等级增加颗粒..
阅读全文
获得正确的平衡
设计工程师有吃力不讨好的工作。他们永无止境地花费精力去约束公差和提高精度来同失效和停机作斗争。他们连年累月地提高设计精度到1微米左右。他们是完美主意者。 但是当刀具没有恰当平衡时他们的彻底认真和密切注意细节产生浪费。使用不平衡的刀具加工零件和射击自己的..
阅读全文
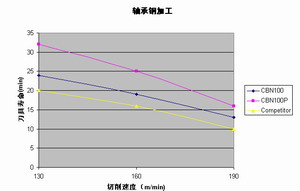
替代磨削的经济性好的硬车刀具和技术
用在汽车工业的大多数硬零件是在淬硬后加工到最终几何形状的。目前,磨削是用于这些零件的主要的方法,这些零件包括轴承、齿轮、轴和小齿轮。但是,由于机床刚性的改善和聚晶立方氮化硼(PCBN)刀具的发展,硬车削正作为一种替代磨削的经济性好的方法在普及。 使用各种..
车刀
刀具
阅读全文
加工大零件用MDT表现很好
多方向车削(MDT)刀具在Boessenkool B.V.被用于大型零件的难加工工序。它们表现很好,能节约工时多至50%。 “MDT刀具于三年前引入,而且当时山高Benelux关于该产品举办了一次讲座。然后我们决定用这款极佳的刀具进行试切,” Boessenkool B.V.的工段长Arnold Meier说,“..
阅读全文
车削粉末冶金零件
使用粉末冶金(P/M)工艺制造应用于汽车动力系的零件在持续增长。用P/M工艺制造的元件有许多重要独特的优点。故意留在这些零件里的残余多孔结构对于自润滑和隔音有好处。使用P/M技术可以生产用传统铸造工艺很难或不可能制造的复杂合金,用这样的技术制造的零件的加工量..
车床
车刀
阅读全文
穿越历史,再续辉煌——访哈挺(中国)有限公司总经理张静娟女士
当中国汽车制造业的压力渐趋巨大,这种压力便自然而然地向整个产业链绵延,包括工作母机。对于金属加工领域的厂商,提供高效加工的解决方案是其迎接增效降本严峻挑战的关键和根本。
汽车
阅读全文
八轴联动蜗杆砂轮磨齿机
SMS公司在CNC磨齿机床Z300上运用了最先进的驱动装置和控制系统。该机床足以 Reishauer公司的磨齿机床NZA为设计基础并进一步改进和发展。加工范围和NZA相同。沿用了机床的主体,可旋转的工件支架和尾架(只用铸件),并全面改进了磨削系统,即磨削主轴和修形装置。机床其余..
阅读全文
TTB精密万能小刀具磨床
·所有轴无后座力 ·直线轴重复精密度为0.001 mm ·旋转轴可进行外圆修磨 ·主轴转塔台装有4个磨轴 ·每个磨轴最多可装3个砂轮 ·更换砂轮后能精确定位 ·一次装夹,可完成任何复杂形面的磨制 ·能一次完全加工直径下至0.02 mm的刀具 ·高频主轴最高转速达100,000 r/min(可选..
磨床
刀具
阅读全文
施力博格公司GEMINI
专业生产型工具磨床,双磨削主轴,可带机内光学成型测量,选配自动上下刀具机械手,砂轮交换库等。 主要参数: 5轴数控;HSK50砂轮法兰盘; 主轴功率9KW,15 kW或26 kW(S1 100%); 主轴转速:10,000 r/min,18,000 r/min(选项); X轴:行程400 mm; Y轴:行程300 mm..
阅读全文
瑞典裕万Nomyline磨床
产品的设计满足客户的需求 NOMYLINE是为针对满足市场高性能低成本的需求研发推出的。它有以下特点: 先进的工艺,亚微米级公差精度; 磨削节拍更短; 有效工作时间更长; 设计紧凑,占地面积极少; 更强的适应性以满足生产更换产品的需要; ..
磨床
阅读全文
津田驹TN系列产品
在NC加工中,被认为是精度要求最高的加工之一的五轴加工要求必须具备即使在稍有负荷的情况下也不会产生误差的高度可靠性。同时还要求应具备速度快、功率大、省空间。 针对这些要求而导出回答的正是TN系列产品从这一观念出发,诞生了津田驹最高速、最可靠的NC可倾斜..
阅读全文
福鸟消耗型集中润滑系统
该系统适用于稀油或NLGI000号,00号油脂的单线系统 使用: 机床,印刷机械,纺织机械,包装机械以及各种其他机械。 原理: 消耗型单线集中润滑系统,向机械设备的润滑点提供其所需定量的润滑剂。他们周期性地工作,即系统是间歇性工作的。单线系统可以使用稀油或N..
润滑
阅读全文
首页
上页
2808
2809
2810
2811
2812
2813
2814
2815
2816
2817
2818
2819
下页
未页
海克斯康 HEXAGON 官方网站
海克斯康 HEXAGON 产品一览
海克斯康 HEXAGON 应用案例
美国自动精密工程 官方网站
美国自动精密工程 产品一览
美国自动精密工程 应用案例
法如 FARO 官方网站
法如 FARO 产品一览
法如 FARO 应用案例
盛事虽迟但到 —— 2022 欧特克先进制造峰会重启回归!
6 月 29 日 | 2022 欧特克全球卓越项目大赛介绍会
惊人的德国五轴立式铣床,这铣削技术
如此厉害的数控立式车床技术
【二次创业 决胜终端】株洲钻石与晋西车轴签署战略合作协议
立式铣床问答精粹
复合加工中心问答精粹
5月销量几乎腰斩,工程机械行业持续承压
PolyWorks|Inspector™ 2022新的突破合集·第3篇
5款红外热成像仪重磅上市 - 艾睿光电工业热像全系产品再拓边界
2022第十五届南京国际工业自动化及工业机器人展览会邀请函
海克斯康多台测量机如何实现柔性高效自动化检测?
德国蔡司zeiss三坐标测量机CMMControl精度调试软件
海克斯康 好用到犯规!数说三维快照自动化在线检测新高度
福禄克在线式声学成像解决方案——SV600在线式声学成像仪。
高光谱成像仪的成像技术原理
合康新能打造从管理、控制到现场的整套解决方案,助力制砂作业“可靠、高效、节能”
英国零碳飞行氢动力技术发展路线图
行业洞察| 关于未来,介入手术机器人
DMG MORI 优质服务助力特斯拉Model 3高产量
行业聚焦 | 大尺寸印刷辊和模切机轴如何进行精密制造
达诺巴特ESTARTA无心磨床,液压元件大批量生产方案
GOM Volume Inspect Pro 趋势分析和统计过程控制
行业应用 | 海上的安全保障: GOM 三维光学测量在造船业的应用
雄克无源吸附式抓取技术获得德国气候与环境创新奖(IKU)
新品登场 | 雄克iTENDO2新一代智能刀柄让您久等了!
打磨车间污染重,职业病频发,环评难过关?看 KUKA ready2_grinding 轻松解决!
赋能先进钣金加工智造解决方案专题
ROKAE•案例 | 珞石机器人导轨打磨自动化应用
案例分享 | AOV浮动偏心砂光机叶片打磨修复应用
Copyright © 1997-2022
mmsonline.com.cn
All rights reserved.
国际金属加工网
版权所有