首页
|
新闻
|
产品
|
技术
|
案例
|
方案
|
动工业
|
专题
|
在线研讨会
|
展会
|
下载
|
智能制造
国际金属加工网
>
最新资料
最新资料 第2887页
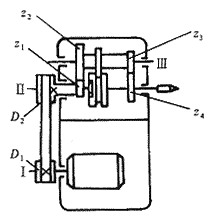
自动进刀结构的设计与制造
汽车制动鼓是汽车制动系统零件之一。在安装之前需对其工作表面进行定位镗削,以减小安装后出现的形位误差。笔者与宝鸡市第一汽车运输公司修配厂共同设计制造了简易制动鼓镗削机,经使用效果良好。本文主要介绍该机自动进刀结构的设计原理。 图1 渐开线少齿差行星传动及..
刀具
阅读全文
Multi-mill模块式铣刀及Twincut铣刀
Multi-mill Twincut 蓝帜金属加工技术集团(LMT)为模具加工业提供全方位产品的从粗铣刀具到精铣刀具,从刀柄到刀具夹持设备。 在平面铣削中,我们提供了Multi-mill模块式铣刀及Twincut铣刀两种形式刀具。 Multi-mill模块式铣刀加工范围在φ100-500之间,此类刀具在设计过..
铣刀
刀具
阅读全文
激光切割:大功率=高利润?
激光光源对于激光切割系统的生产率具有决定性的影响。然而,并非仅靠激光功率就能理所当然地获得高利润。整个系统的完美配合同样至关重要。 并不是所有的激光切割都千篇一律。即便在今天,当这种技术经历了层出不穷的创新之后,相应的机器之间还是存在着显著的..
激光切割机
阅读全文
圆柱面斜孔加工夹具
图1 图1所示为打捞器外筒体局部,要求加工出圆柱面16个斜角为15º、直径为φ10的斜孔。很显然要在钻床上直接加工出这样的斜孔是很困难的,存在钻头不易对中、钻进打滑、钻头易折断等问题。为此设计了图2所示的夹具,通过与可倾式工作台配合使用,高质量地加工出斜孔,实践..
孔加工
阅读全文
数控编程中曲面的数学处理
对数控铣削工艺来说,最重要的是采用什么方法把已经设计出来的曲面加工出来,而不是研究用什么方法来构造曲面(即空间曲面构造理论)。通常,提供给工艺的曲面数学模型有两种:一种是数学方程表达式,以二次圆锥曲线旋转而成的曲面(如:椭球面、抛物面及双曲面等)为..
阅读全文
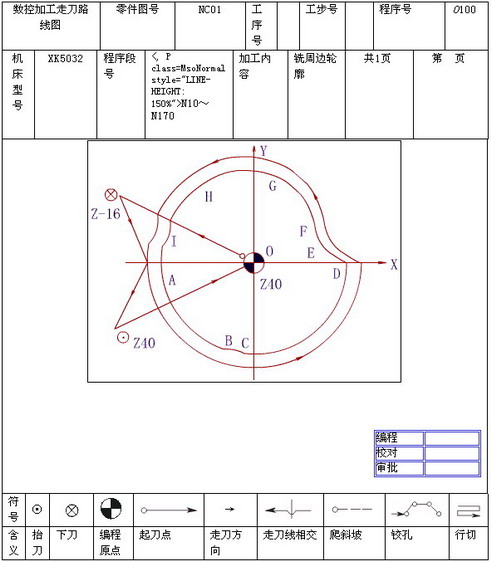
凸轮的数控铣削工艺分析及程序编制
平面凸轮如图1所示。 1.工艺分析 从图上要求看出,凸轮曲线分别由几段圆弧组成,φ30孔为设计基准,其余表面包括4-φ13H7孔均已加工。故取φ30孔和一个端面作为主要定位面,在联接孔φ13的一个孔内增加削边销,在端面上用螺母垫圈压紧。因为孔是设计和定位的基准,..
铣床
阅读全文
C616车床的数控改装
1 概述 用数控技术对C616车床进行改装,不仅可提高机床精度,提高生产率,大大减轻工人的劳动强度,减少对工 夹具 的投资和数量,而且适合我国国情。 2 C616的机械改装 对C616的机械改装主要在主传动系统、进给系统和刀架部分。 1) 主传动系统改装 为提高..
车床
阅读全文
用数控车床加工石油油管螺纹
1 前言 油管在石油工业中被广泛应用。它是用于油井内输送石油和天然气的钢管,安装于套管内,油气从油管内流升至井口。油管一般都用接箍连接,接箍两端有螺纹,因此油管螺纹是油管间连接的重要环节。 油管螺纹牙型尺寸有两种,一种为每英寸8牙的圆顶圆底的V形锥..
车床
能源
阅读全文
CNC雕刻与数控铣床的联合加工策略
摘要:CNC电脑雕刻及数控铣与 加工中心 在机械加工中都有各自的优势,将CNC雕刻和数控铣相结合,充分发挥各自的优势,相互取长补短无疑是一种明智的选择。基于利弊对比,本文讨论一种将CNC雕刻与数控 铣床 组合应用的联合加工策略。 关键词:数控雕刻数控 铣床 ..
加工中心
铣床
阅读全文
德国制造整装发力中国五金市场
大众、奔驰、西门子是人们耳熟能详的德国知名品牌,这些品牌以精湛的工艺、先进的技术赢得了我国甚至世界各国的市场重要份额。德国五金品牌近两年来也以“德国制造”的整体品牌形式进入中国市场,欲在中国工具行业中、高端市场中再分一杯羹。 2006 中国国际五金..
阅读全文
我国工具行业的发展要有新思路
三个多月的“振兴工具工业大家谈”,得到广大工具行业的专家、企业领导和各方面人士的关注,发表了许多有见解的文章,阐述了非常有卓识的观点,本人也想就此题目发表一下个人意见,供大家参考。 我非常赞同专家的意见:我国工具行业面临的形势是十分严峻的,我..
阅读全文
国际上几种新型坐标测量机产品
英国Disc公司的产品 (1)Talon坐标测量机 该系列坐标测量机在技术上有别于其它测量机,即该系列测量机采用机械轴承而非空气轴承,并采用“中间机架”的设计思路,用户自行选择的操作软件能够达到其自身的复杂水平。该公司认为,该系列坐标测量机不采用空气..
三坐标
测量
阅读全文
哈量并购凯狮:我国机床企业海外重组的成功案例
一、机床工具业的海外收购行为仍在进行中 发展至今,机床工具行业海外收购行为似乎已经呈现出阶段性特点。相对于前一段时期,国内企业对海外收购的热切追逐,现期致力于海外收购的企业显然更多了几分谨慎。更多的企业开始回头看先期的收购案例,在总结前期收购..
机床
阅读全文
中国企业如何去日本投资
在日本对华投资逐年增加的同时,中国企业对日投资也出现了小幅增长。日本经济界人士认为,去日本投资首先要了解日本市场,最好在当地有一定基础,不可盲目行动。11月16日,中日经济研讨会在大阪举行,日本贸易振兴机构理事长渡边修、日本关西经济联合会会长秋山喜..
机床
阅读全文
用科学发展观指导机床行业的发展
“十一五”期间,我国国民经济在科学发展观的指引下,将更加稳定有序发展。国家“十一五”发展规划,以崭新的思路,规划了社会经济发展蓝图。扩大内需的方针,为机床工具行业提供发展空间;优化产业结构,给企业转变增长方式创造条件,为高档数控机床提供市场;节约..
机床
阅读全文
场馆有限CIMT 2007移师原中国国际展览中心
据中国机床工具工业协会消息,将于明年4月9日至15日期间举行的第十届中国国际机床展览会(CIMT 2007)将改在原中国国际展览中心举办。因多种原因,原计划的展示场馆——北京新中国国际展览中心在CIMT2007档期内无法交付该展会使用。为此,做出上述调整。 鉴于这..
CIMT
阅读全文
日立工具推出用于铸造工件重切削的半径铣刀
日立工具日前推出刀头可换的半径铣刀“α Heavy Radius Mill AHR型”系列,该产品用于对铸造工件进行重切削。此半径铣刀共有刀柄长度各异的4个品种,价格在42,000~103,740日元之间。镗孔型的价格为52,605~143,850日元。 由于铸造工件在铸造精度上存在数毫米的误..
铣刀
刀具
阅读全文
Sodick首创的高速加工专用放电加工机面市
Sodick公司日前宣布,该公司生产的世界首创的3轴直线电机驱动式高速加工专用放电加工机SD3LR即将面市销售。该产品已在近日落下帷幕的日本机床展(JIMTOF)上首次展出,年内开始正式接受订单。 Sodick公司表示,SD3LR为世界首台可对超硬合金及聚晶金刚石(PCD)..
阅读全文
三佳科技:争做全球模具市场龙头
三佳科技公司是两市唯一以模具为主营业务的上市公司,具有独特的行业优势。公司的挤出模具在国内市场占有率长期保持第一,化学建材模具和半导体集成电路模具的市场份额分别占到30%和15%,是国内模具行业当之无愧的龙头企业。 公司多项技术在中国、美国和欧洲..
模具
阅读全文
微型机械加工技术发展现状和趋势及其关键技
摘要 :目前国内机械设计手册中有关弹簧设计与制造的一些指导性论述与实际应用是有一些差异的。本文将对有关“手册”中的节录与笔者根据实践和分析后的结果做一些阐述。 前言 应出版社的要求,笔者对近四十年以来国内(包括国外译著)机械设计手册中有关弹簧设计与制造方面..
机械
阅读全文
产品生命周期管理的实施过程
本文对产品生命周期管理(PLM)中实施的重要性进行了论述,提出了实施过程及内容的概念,说明了PLM系统的规划及分析方法,阐明了PLM的实施方法论。 20世纪90年代以来,随着科学技术和世界经济一体化的飞速发展,以及人们对于生态环境保护的迫切要求,制造业面临着新的挑战。赢得..
阅读全文
车削锥形数控编程方法
已知毛坯为Φ30mm的棒料,3号刀为外圆刀,试车削成图示的正锥。 解 :确定分三次走刀,前两次背吃刀量2mm,最后一次背吃刀量1mm。按第一种车锥路线进行加工,终刀距S1=8mm;S2=16mm。具体程序如下 %0001 N01G92X200.0Z100.0 N02M03S800 T0303 N03G00X32.0Z0 N04G01X0 G95F0.3(转..
车床
车刀
阅读全文
最新10Gbps以太网产品加快网络汇聚前进步伐
在一系列10Gbps以太网新品的推动下,芯片及系统制造商们向数据中心网络汇聚迈进的步伐又前进了一步。新产品的发布同时打开了一个新的竞技场,在这里,万兆以太网将与新兴的20Gb Infiniband展开激烈竞争。 惠普公司近日宣布,将芯片设计公司NetXen的适配器卡作为其ProLiant服..
阅读全文
瑞士阿奇夏米尔集团针对航空航天行业举行产品应用演示
转载
航空
阅读全文
运动控制应用案例——包装
行业简介 中国目前有包装机械厂商3600多家,主要生产比较简单的单机设备,高端设备主要依赖进口,只有少数国内企业能够提供成套的生产线。今后中国包装机械市场发展将呈现以下特点: 首先,包装机械技术含量日趋增加。中国现有的一些包装机械产品技术含量不高,..
阅读全文
进口数控冲床冷冲模具国产化研究
摘要:详细分析了多工位数控冲床用冷冲模具的现状,并从冷冲模具的材料选择、热处理表面处理工艺、机械制造技术的应用等方面论述了国产化研究的技术关键,提出了制造精密复杂长寿命的具有国际竞争力的模具产品的有效途径。 近年来,随着通讯、电器开关、仪器仪表等行业的迅..
模具
阅读全文
数控加工工艺路线
数控加工工艺路线设计与通用机床加工工艺路线设计的主要区别,在于它往往不是指从毛坯到成品的整个工艺过程,而仅是几道数控加工工序工艺过程的具体描述。因此在工艺路线设计中一定要注意到,由于数控加工工序一般都穿插于零件加工的整个工艺过程中,因而要与普通加工工艺衔..
阅读全文
访山特维克集团多马公司
多马(Dormer)刀具公司创立于1913年,目前已是世界上最大的整体硬质合金和高速钢刀具生产厂商之一,也是山特维克(Sandvik)工业集团的主要成员。多马公司的决策始终具有前瞻性,以确保我们成为国际制造工业和维修加工市场上的重要刀具供应商。 多马公司在英国..
阅读全文
三菱PLC
三菱 程控器 (PLC) · FX1S 系列:小封装,低成本,多功能。 控制点数: 10 到 30 点。 实时时钟:使用标准型号的实时时钟满足您对时间灵敏度的应用要求。 组网能力:串行扩展板通过 RS232,RS-422 或 RS-485 使连网更容易。 操作员界面:从完备线路或操作员界面选择数据..
阅读全文
三菱-人机界面
人机界面——三菱 【 TD220文本显示器】 产品特点: ■小型高功能人机界面,以数据、图形、曲线等形式显示并可修改PLC内部暂 存器状态。 ■通讯协议和画面数据一同下载到显示器,无须PLC编写通讯程序 ■表面IP65构造,防水、防油 ■对应PLC机种广泛,也可和单片机通讯 ■..
阅读全文
短直刃可转位刮削滚刀
为消除大模数齿轮淬火后的齿面变形,必须用硬质合金齿轮滚刀进行刮削修整齿形。国内沿用刮削滚刀是镶焊硬质合金刀片的滚刀,不仅造价昂贵,而且其硬质合金刀片在工作时易崩刃而报废。因此,刮削费用很高。为降低这项费用,二十多年来国内外均寻求研制镶有可转位刀片的刮削滚..
刀具
阅读全文
短直刃可转位刮削滚刀
为消除大模数齿轮淬火后的齿面变形,必须用硬质合金齿轮滚刀进行刮削修整齿形。国内沿用刮削滚刀是镶焊硬质合金刀片的滚刀,不仅造价昂贵,而且其硬质合金刀片在工作时易崩刃而报废。因此,刮削费用很高。为降低这项费用,二十多年来国内外均寻求研制镶有可转位刀片的刮削滚..
刀具
阅读全文
短直刃可转位刮削滚刀
为消除大模数齿轮淬火后的齿面变形,必须用硬质合金齿轮滚刀进行刮削修整齿形。国内沿用刮削滚刀是镶焊硬质合金刀片的滚刀,不仅造价昂贵,而且其硬质合金刀片在工作时易崩刃而报废。因此,刮削费用很高。为降低这项费用,二十多年来国内外均寻求研制镶有可转位刀片的刮削滚..
刀具
阅读全文
圆柱面斜孔加工夹具
图1所示为打捞器外筒体局部,要求加工出圆柱面16个斜角为15º、直径为φ10的斜孔。很显然要在钻床上直接加工出这样的斜孔是很困难的,存在钻头不易对中、钻进打滑、钻头易折断等问题。为此设计了图2所示的 夹具 ,通过与可倾式工作台配合使用,高质量地加工出斜孔,实践证明效..
孔加工
阅读全文
短直刃可转位刮削滚刀
为消除大模数齿轮淬火后的齿面变形,必须用硬质合金齿轮滚刀进行刮削修整齿形。国内沿用刮削滚刀是镶焊硬质合金刀片的滚刀,不仅造价昂贵,而且其硬质合金刀片在工作时易崩刃而报废。因此,刮削费用很高。为降低这项费用,二十多年来国内外均寻求研制镶有可转位刀片的刮..
刀具
阅读全文
多刃尖麻花钻的标准化与产业化
在现代金属切削刀具领域,人们基本话题集中于可转位硬质合金涂层刀具,CBN刀具、陶瓷刀具等等。然而一个不容忽视的现实是:中国高速钢麻花钻的产量、销量在急剧增加,中国机加工行业用量最大的还是高速钢麻花钻,全世界还有巨大的民用麻花钻市场(用于手电钻、台钻等)。..
麻花钻
孔加工
阅读全文
用数控车床加工石油油管螺纹
1 前言 油管在石油工业中被广泛应用。它是用于油井内输送石油和天然气的钢管,安装于套管内,油气从油管内流升至井口。油管一般都用接箍连接,接箍两端有螺纹,因此油管螺纹是油管间连接的重要环节。 油管螺纹牙型尺寸有两种,一种为每英寸8牙的圆顶圆底的V形锥管螺纹,..
车床
能源
阅读全文
对最大实体原则补偿值的探讨
最大实体原则是当被测要素和基准要素偏离最大实体尺寸时,形位公差可以获得补偿值的一种公差原则。最大实体原则主要用于要求具有可装配性的零件上,如箱盖,法兰盘等以孔连接的零件。对这些零件的配合性质无严格要求,但要求结合件之间具有足够间隙量,足以补偿形位误差..
阅读全文
铬在金属材料中的作用
1 铬对钢组织的影响 铬是一种碳化物形成元素。在金属材料中,它能与碳生成Cr3C等金属化合物,而这种金属化合物具有较高的强度、硬度。当它以颗粒状弥散性分布在金属基体上时,能大大提高材料的强度、韧性、耐磨性。 2 铬阻碍奥氏体晶粒长大 除锰以外,所有合金元素都能..
阅读全文
海盐小钻头"硬"过欧美大企业
北京奥运场馆工程、上海磁悬浮列车工程、青藏铁路工程、东海大桥工程……国内一系列重点工程建设大量采用欧美进口钻头的历史如今被海盐的一家企业改写,甚至包括有国际“工具王国”之称的德国在内的10多个欧美国家也开始大量订购海盐产的高品质钻头。 走进浙..
钻头
孔加工
阅读全文
首页
上页
2882
2883
2884
2885
2886
2887
2888
2889
2890
2891
2892
2893
2894
2895
2896
2897
2898
2899
2900
2901
2902
2903
2904
2905
2906
2907
2908
2909
2910
2911
2912
2913
2914
2915
2916
2917
2918
2919
2920
2921
2922
2923
2924
2925
2926
2927
2928
2929
2930
2931
2932
2933
2934
2935
2936
2937
2938
2939
2940
2941
2942
2943
2944
2945
2946
2947
2948
2949
2950
2951
2952
2953
2954
2955
2956
2957
2958
2959
2960
2961
2962
2963
2964
2965
2966
2967
2968
2969
2970
2971
2972
2973
2974
2975
2976
2977
2978
2979
2980
2981
2982
2983
2984
2985
2986
2987
2988
2989
2990
2991
2992
2993
2994
2995
2996
2997
2998
2999
3000
3001
3002
3003
3004
3005
3006
3007
3008
3009
3010
3011
3012
3013
3014
3015
3016
3017
3018
3019
3020
3021
3022
3023
3024
3025
3026
3027
3028
3029
3030
3031
3032
3033
3034
3035
3036
3037
下页
未页
海克斯康 HEXAGON 官方网站
海克斯康 HEXAGON 产品一览
海克斯康 HEXAGON 应用案例
美国自动精密工程 官方网站
美国自动精密工程 产品一览
美国自动精密工程 应用案例
法如 FARO 官方网站
法如 FARO 产品一览
法如 FARO 应用案例
2025年2纳米晶圆厂全力加速建设
全力开拓北美市场 美芝、威灵亮相2025美国制冷展
人形机器人旋转执行器:聚焦小小轴承,看表面精密加工技术如何造就大作用
全球半导体十年的一、二、三
海克斯康直播预告 | 2月13日中午!一键开启PC-DMIS大师蜕变之路
大咖面对面 | 基础直播课首次上线,专攻PC-DMIS基础提升
好课上新 | 技能UP-UP-UP!PC-DMIS VB脚本编程课带你飞
2025 中国(郑州)数控机床与金属加工展览会 参展细则
API Radian激光跟踪仪在风力发电机门架检测领域的应用
风电设备的“血液密码”:一文读懂风力发电行业润滑油的奥秘
株洲钻石公司召开2025年工作会暨五届七次职工代表大会
通快TruMatic 5000冲切工艺链,远不止冲裁
接单盈利双丰收!造船巨头创造史上最佳业绩
2025年1月船舶行业重点信息回顾
创无界·变非凡 | “智链”合作联盟成立,共话“one solution”集成解决方案
设计仿真 | 革命性的增材制造用于冷板设计:一种新的CFD工作流程
设计仿真 | 海克斯康工业软件MSC Nastran转子动力学新功能介绍
生产制造 | ProPlanAI-全新的自动化CAM编程工具
质量管理 | Q-DAS 2024.2新版本功能
国家能源局:2024年光伏新增装机277.57GW
DeepSeek,你是懂海克斯康的!
开年大动作!校地企三方强强联手,签约共建产教融合新范式
精准检测,提质增效!海克斯康隔膜专机为锂电池质量保驾护航
质量统计分析课程上新,一周玩转Q-DAS软件
西门子医疗2025财年开局展现强劲势头
洞察全球切削刀具市场:规模增长与驱动因素解读
创新刀具驱动制造业升级:工艺优化的技术革命
快讯 | 马扎克中国小巨人工厂第30,000台机床出货
宏观数据 | 2024年12月汽车零部件出口金额情况简析
宏观数据|2024年12月汽车零部件进口金额情况简析
Copyright © 1997-2025
mmsonline.com.cn
All rights reserved.
国际金属加工网
版权所有