CBN铣刀、微型刀具、旋转类刀具的精度神话如何打造?联合磨削、爱恩邦德、圣戈班强势揭晓!

即便CBN铣刀、微型刀具和旋转类刀具在应用和性能上各有千秋,它们却在机械加工领域扮演着相互联动、不可或缺的角色,共同构筑起现代机械制造的基础。而表面精密加工技术的引入,进一步强化这些刀具的功能与效能,使其在追求高精度和高效率的生产环境中表现出色。
——PME观点

刀具表面精密加工
#精密磨削 #磨料磨具 #涂层处理
随着制造业不断向高精尖方向转型,市场对于高精度、高性能刀具的需求正显著增长。作为机械加工中的核心耗材,刀具的性能不仅影响着加工的精度和效率,更是决定着整个制造业技术水平的关键因素。在切削加工这一占据机械制造作业约90%比重的领域,刀具品质的重要性尤为凸显,它直接关系到生产效率、工艺水准以及最终产品的质量。因此,提升刀具技术水平,确保其卓越性能,是推动机械制造业向更高层次迈进的必要条件。
在航空航天、医疗器械等对精度有着严苛要求的高端领域,精密刀具的应用更是不容忽视。它能够实现复杂结构件的精准加工,产出高精度的零部件,从而赋予终端产品更丰富的功能和更高的市场价值。为了满足制造业日益提升的效率与精度标准,刀具企业应积极采用表面精密加工技术或先进设备强化刀具性能。零部件表面精密加工技术的演进,尤其是精密磨削技术和先进的涂层表面处理技术,为刀具制造商提供了强有力的支撑。例如,通过研发具有特殊涂层的刀具,增强刀具的耐磨性和抗腐蚀能力,以满足特定加工场景下的特殊需求。
接下来,我们将深入挖掘精密刀具与表面精密加工技术之间的协同效应,揭示二者如何联手成为推动制造业革新的强劲引擎,引领行业向着高附加值生产的未来加速前进。

联合磨削集团

全球领先的精密磨床
及磨削解决方案供应商
联合磨削集团(UNITED GRINDING Group)作为全球卓越的机床制造商之一,其核心产品包括精密磨床、电解机床、激光机床、测量机以及增材制造机床。集团包括八大品牌,凭借广泛的应用专业技术和丰富的产品组合,提供生产高精度部件的全流程服务。
其创新技术跨越多个行业,服务范围涵盖从单件生产到大规模制造,满足不同规模企业的需求。其主要服务领域涵盖汽车制造及配套产业、医疗行业、航空航天、工具与模具制造、交通运输、重型工业、机械生产、能源业以及精密机械设备等。
CBN圆弧立铣刀磨削加工
CBN圆弧立铣刀主要用于平面铣削和轮廓铣削,尤其擅长处理曲面和平面上的精细铣削工作。其切削性能明显优于硬质合金刀具,但加工工艺也相对更为复杂。这款铣刀在精磨制造模具加工领域中广泛应用,得益于其卓越的切削能力,不仅支持高速铣削,还能实现抛光及镜面加工效果。

WALTER系列工具磨床
具备高效、高精度的磨削加工能力,适合进行CBN圆弧立铣刀的加工任务。不仅能加工直槽、斜槽,还能加工螺旋槽,同时处理CBN球头立铣刀也不成问题。
以HELITRONIC DIAMOND EVOLUTION为例,这款集电解加工和磨削加工于一体的机床,占地面积小且效率高。它能在单次装夹中自动完成高速钢、硬质合金和CBN材料的回转类刀具磨削加工,以及CBN和PCD材料的回转类刀具电解加工。适用于生产直径范围从Ф1至Ф165mm的刀具,刀具长度可达185(255)mm,刀具重量可达到30kg。
其次,为了提高砂轮的耐磨性,可以采用粗磨和精磨砂轮的组合方式,来保持圆弧及刀具加工的稳定性。在磨削工艺方面,推荐使用砂轮端面磨削的方法来提高加工的稳定性。具体来说,可以使用同一砂轮或相邻两片砂轮的不同位置,对周刃、圆弧和端刃进行加工,从而确保圆弧与周刃、端刃轮廓相切的稳定性。

微型刀具精密磨削
WALTER的HELITRONIC MICRO工具磨床,采用先进技术与创新理念精心打造,涵盖软件、机械及电气等多个领域。其擅长在直径微小的旋转对称刀具上磨削复杂几何尺寸。
凭借五根插补轴和两根定位轴,可实现卓越的加工稳定性和独特的运动性能,无论是生产还是重磨,都能达到出色的磨削质量。该磨床能够生产直径0.1mm至12.7mm的刀具,并能对直径3mm至12.7mm的刀具进行重磨,且磨削质量非常精密,满足高标准要求。
HELITRONIC MICRO工具磨床
其优势之一在于作为一款全自动5轴CNC机床,还额外配备了两根定位轴,使得它能够在单次装夹中完成对微型刀具高要求几何尺寸的全部加工。所有轴均配备冷却线性/扭矩驱动器,并搭载高分辨率测量系统,从而确保精准的磨削效果。
该磨床采用的是知名的GE FANUC 31i数控系统进行控制,能够迅速将动态高扭矩通过线性驱动传递给各轴,从而保障高精度磨削。得益于A轴最高可达3000转/分钟的转速,HELITRONIC MICRO能够实现精确的外圆磨削,尤其适用于多阶梯刀具的加工。

圣戈班磨料磨具中国

为刀具加工行业
提供综合磨削解决方案
圣戈班磨料磨具是世界500强圣戈班集团旗下的分支机构,拥有超过130年磨削行业经验,设计、制造并销售NORTON® (诺顿®)、NORTON®WINTER®(诺顿®温特®)、FLEXOVIT®(富来维特®)等三大主导品牌的磨具产品,为相关制造领域提供专业、精确和人性化的综合磨削解决方案。
主要产品有固结磨具、涂附磨具、工业超硬磨具、树脂切割打磨片及建筑工业用金刚石产品和设备。圣戈班磨料磨具在中国拥有4家生产工厂、一个研发中心及专业磨削技术中心,共有700多名员工。
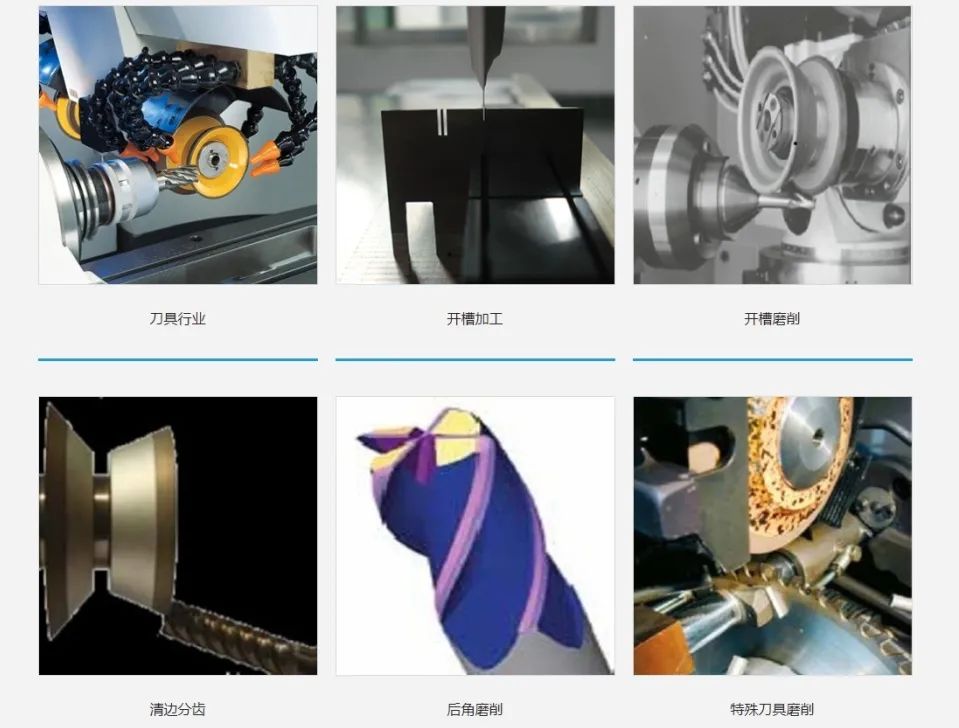
旋转类刀具开槽、分齿、后角磨削
旋转类刀具,在工业领域被誉为“工业的牙齿”,品种繁多。磨具产品在这类刀具的磨削加工中应用广泛,涉及从粗磨到精磨各个阶段。此外,不同的材料和几何尺寸对砂轮的要求也不尽相同,这些差异性要求磨具产品必须具备相应的适应性和精确度。
圣戈班磨料磨具可为刀具加工制造提供全面的磨削解决方案,产品覆盖整个刀具制造过程,包括开槽、分齿、后角磨削等关键步骤。
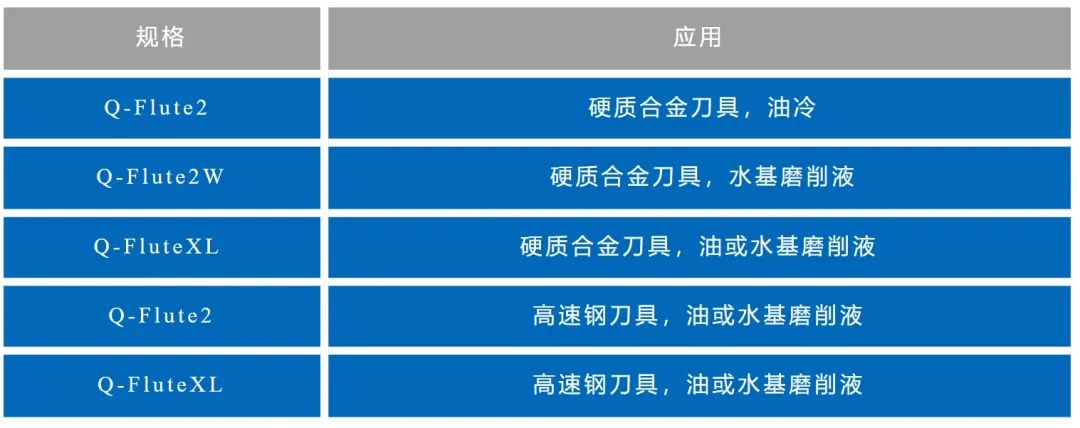
SGA刀具砂轮
SGA刀具砂轮充分理解并满足刀具行业客户的需求,通过优化设计能够缩短磨削时间,适应自动化生产的需求,延长修整的间隔时间,并提高边角的保持性和动平衡。使得刀具制造商能够提高生产效率,同时保持刀具的高性能和一致性。

在开槽磨削方面,这一工序在钻头和立铣刀的生产中既耗时又成本高昂。随着磨床技术的发展,主轴功率的增加和轴行程的减少,SGA开发的开槽砂轮不仅满足行业的需求,还为这些高效磨床带来更佳的经济收益,成为用户的优选方案。
产品推荐:诺顿®温特®Q-Flute2开槽砂轮,在性能上显著优于同类产品。具体来说,其开槽效率比竞品高出39%,单个工件的开槽时间减少27%,而且单个工件的平均砂轮损耗也降低了32%。
对于清边分齿工序,分齿能有效减小钻头或立铣刀横刃的宽度,从而降低刀具使用时的应力。通常,这一过程可以使用12V9砂轮或尖缘的1V1/14V1砂轮来进行刃口磨削。
产品推荐:诺顿®温特®V-PRIME系列磨削加工砂轮,专为清边分齿应用设计,提供卓越的边缘稳定性。其优势在于能够降低磨削应力,提升进给速度,从而减少加工时间。同时,还可提高工件刃口的质量,降低表面热损伤,减少砂轮损耗,并延长使用寿命。

在后角磨削方面,对刀具切削刃的后角进行磨削能减少钻孔或铣挖时刀具与工件的接触面积。通常需要在端面上磨削一到两个后角,而沿周长可以制作出两个后角/间隙;在某些刀具上,还需要进行径向间隙磨削。一般而言,使用11V9杯形砂轮或类似形状的砂轮来进行后角磨削。
爱恩邦德(无锡)技术有限公司

世界知名刀具涂层品牌
爱恩邦德,凭借超过40年的涂层经验,致力于提供高性能的PVD、CVD及PACVD磨损保护、低摩擦以及装饰性涂层和相关设备。作为业界的领先者,公司不仅在CVD涂层服务及设备领域保持领先地位,还基于先进的PVD和PACVD技术,推出了广泛的涂层业务组合。专注于为切削、注塑和成型工具提供高品质的定制涂层解决方案,以满足客户对高性能和精确度的严格要求。

Ionbond™切削工具涂层服务
在刀具应用领域,为了满足不同材料、刀具类型和应用工况的需求,已推出多种先进的涂层技术,为各种复杂的工业挑战提供了多样化的涂层解决方案。
Plus系列高性能涂层采用先进的电弧蒸发技术,以远高于传统电弧源的能量水平进行沉积,适用于高速钢和碳化钨刀具,可实现更优秀的干式和湿式机械加工性能。
Ionbond™ CVD涂层技术则提供了另一种独特的解决方案。这种涂层即便在很厚的情况下也能保持低应力,特别适用于硬质合金刀片。尤其适合钢材和铸铁的高负荷加工,为刀具提供额外的耐用性和可靠性。
Ionbond™涂层技术
切削刀具在运行过程中需适应不同的加工需求和工件材料。为此,爱恩邦德提供了一系列尖端的PVD、PACVD和CVD涂层服务,专为高速钢(HSS)和硬质合金刀具设计。这些服务能显著提升刀具的切削和进给速度,降低机械加工的总体成本,延长刀具的使用寿命,并缩短换刀所需的停机时间。
Ionbond™涂层技术是爱恩邦德的一大创新,不仅能延长工具寿命,减少停机维护次数,还能降低废品率,并大幅提升终端用户的生产率。此外,还赋予工具更优异的表面性能,包括高耐磨性、低摩擦系数、优异的抗剥落能力、高抗疲劳性、耐腐蚀性以及改善部件脱模效果,从而提高生产率和零件质量。此外,也可根据涂层的特性和工具的具体要求,选择和应用不同的涂层解决方案。

对于高速钢工具,去涂层与重新涂层的过程可以去除原有的涂层,而不会损伤刀具材料或改变其几何形状。这一工艺特别适用于那些用于切削齿轮的滚刀和插齿刀等专业工具,因为这类工具所生产的齿轮公差需要严格控制。
针对硬质合金工具,爱恩邦德在调整基于AlTiN和AlCrN涂层的脱模工艺方面拥有深入的经验。该过程确保刀具表面几乎不受影响,且切削刃半径保持完整。与高速钢工具类似,硬质合金刀具在脱模后可进行重新研磨和再次涂层,以恢复其原始性能,并显著延长使用寿命。根据刀具的类型和应用情况,这种去涂层、重新研磨和重新涂层的过程可以重复进行3至10次甚至12次。
在涂层的前后处理方面,爱恩邦德精通多种应用和工具的前处理和后处理工艺,确保涂层过程的效果最大化。
更多解决方案,敬请关注⬇

精密刀具如何实现极端条件下的加工能力,满足日益严苛的制造业需求?敬请关注


成为演讲人 注册参会
统筹 | 刘昊宇
审校 | 贺雅宁
编排丨仲凤元
©PME CHINA
注*转载请注明出处!

点击“阅读原文”,获取一对一专属服务!
( PME精密加工博览会)
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈

