先临三维:EinScan HX轻松完成大型复杂铝模检测
——两种光源,一机多用
传统模具检测方式,一般通过游标量具、千分尺和测微仪等接触式测量工具手工完成,只能测量模具宽度、高度和深度等少量指标,模具曲面和凹陷的面却难以测量。这种检测方式不仅操作复杂,耗时长,对于一些大尺寸模具也无法确保精度的准确,从而让模具检测成为工业制造中一个非常耗时费力的环节。
近年来,随着汽车工业、电子信息、家电、建材及机械等行业高速发展。工业产品的结构设计越来越复杂,模具外形轮廓日趋多样,自由曲面占比不断增加,对模具加工的精度要求也越来越高,这使得模具的检测变得困难起来。

传统量具图片源于百度
为此,非接触式三维扫描仪检测越来越受到模具行业的重视,逐渐成为工业模具检测的主要手段之一,解决了模具行业传统检测方法存在的弊端,做到了高质量检测。
案例背景
某模具厂根据客户需求制作了一个1.5米×1米的铝模,由于加工设备和工艺上的差异较大,模具在加工生产后往往达不到所需要的精度,为此,模具检测就成为工业产品制造中必要的环节。
因铝模尺寸较大,传统手工检具无法精确获取模具全面的数据信息。为了改变测量效果不佳且工作低效的现状,模具厂选择使用手持式三维扫描仪对模具进行三维检测。
测量检测流程
本次的检测流程该模具厂选择了EinScan HX双蓝光手持3D扫描仪。蓝色激光+蓝色LED光源,让其能够适应更多的检测应用场景。同时因其便携易用、快速高效的特点,可以不再受工厂复杂环境的影响,大大地提高质量检测的效率。

第一步:贴点
扫描选择EinScan HX的激光模式。在扫描之前,在反光的铝模工件上粘贴定位标志点,得益于EinScan HX广泛的材质适应性,无需做喷粉预处理。

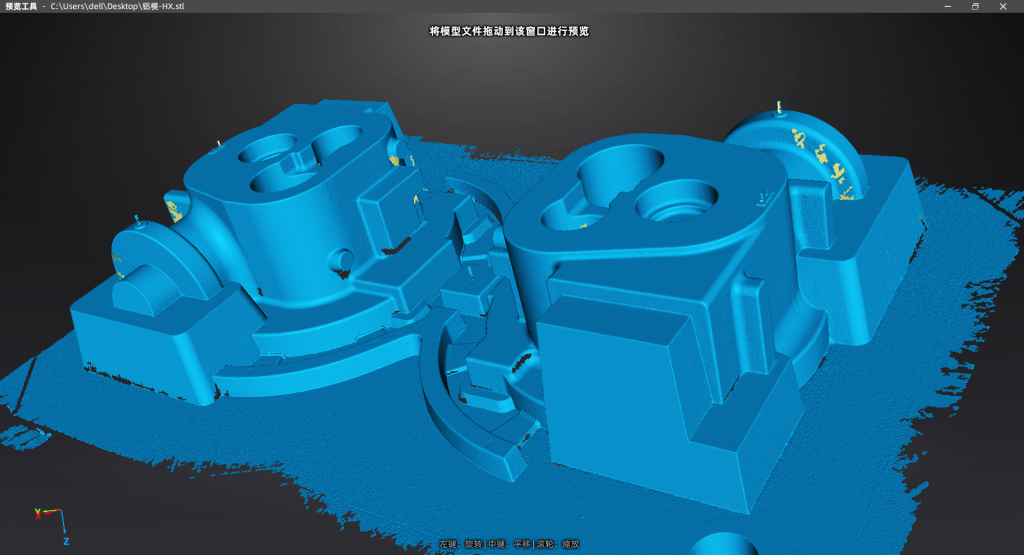
第二步:3D扫描
激光模式具有480,000点/秒的扫描速度,技术工程师仅用10分钟,就直接快速地获取了铝模完整的高精三维模型数据。

第三步:三维检测
为确认铝模是否满足精度要求,将扫描出来的铝模数据和原始设计数模导入检测软件Geomagic Control X中,坐标对齐后再利用色谱形式进行偏差对比分析,得到偏差注释图,最后输出检测报告。

在上面的案例中,小编为大家介绍了EinScan HX蓝色激光光源用于扫描大尺寸铝模检测的应用方案,从贴点扫描获取数据到得出铝模检测分析报告仅用了30分钟不到的时间,相比传统检测方式节省了大量的时间,同时解决了许多传统量具无法检测到的参数难题。
EinScan HX创新性地将蓝色LED光源与蓝色激光光源集于一款设备,一机多用,兼容多种表面材质和物体尺寸;既有 LED结构光的快速高效,又兼顾激光的精度和细节。
除此之外,在EinScan HX快速模式下,对于特征明显的模具样件,还可采用蓝光 LED光源扫描,无需粘贴标志点即可快速获取三维数据,提高效率,满足用户的多重需求,为产品检测和逆向提供了高效可行的解决方案。
(先临三维)
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈

