一文了解注塑模具流道与浇口
塑料熔体从注射成型机的喷嘴经主流道、流道、浇口进人模腔。模腔的人口被称为浇口。为了防止喷嘴末端的固化冷料进人模腔,在流道的末端应该设计冷料井。
流道
流道是从主流道到浇口间的重要通道,是注塑机喷嘴射出的熔融塑料的流动通道。流道应被设计成低阻力和防止冷却。通常,流道被设计成梯形或圆形。

图:常见流道的形状
对于多腔模具,为了得到好的尺寸精度,流道的设计十分重要,下图典型的多腔模具的流道设计。

图:多腔模具流道
浇口
浇口系统设计,如位置、数目、几何形状和尺寸对生产效率和尺寸精度是十分重要的,浇口的作用总结如下:
控制流入模腔的塑料熔体的体积和方向
固化前,在模腔内封闭熔料并阻止熔体回流到流道
由于黏性耗散引起的热而生成
易于切下流道,简化制品的后处理
分类:

非限制性浇口称为直浇口,如下图所示,这种浇口形式的模具设计简单,操作容易,成型容易并减小收缩。但这种浇口成型周期变长,并易出现如裂纹、翘曲和残余应力等成型缺陷。

图:直浇口
因为这种浇口的截面积,限制性浇口被设计成迅速固化,这种形式浇口的优点如下:
由于减小了残余应力和围绕饶口的变形,从而减少了制品的裂纹、翘曲和变形;
由于减小了模腔内的注射压力,允许更大的制品投影面积;
由于缩短了浇口闭合时间,从而缩短了成型周期;
由于消除了后加工,从而提高了制品质量。
下面介绍6种限制性浇口
① 侧浇口

侧浇口厚度通常为制品壁厚的30%一-40%。同时其宽度大约3倍于制品壁厚,侧浇口几乎可应用于所有的塑料,叠合式浇口和轮辐式浇口是侧浇口的变形设计。
② 扇形浇口

扇形浇口的截面宽而扁,有效地消除了浇口的缺陷,常被用于扁平的产品。
③ 膜式浇口

上图是典型的膜式浇口设计,其浇口宽度与制品宽度一致,但厚度小很多,与扇形浇口一样能有效地消除制品的残余应力和变形。
④ 盘式浇口

一个薄的盘式浇口围绕着盘形或环形制品以避免熔接痕的生成,环形浇口是盘式浇口的变形。
⑤ 针式浇口
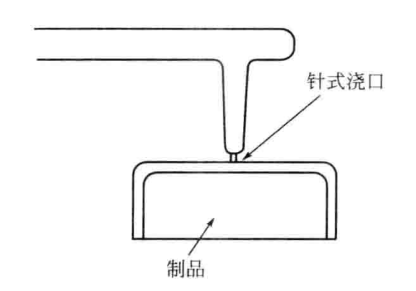
针式浇口通常位于制品的中间,而且常用于多点浇口,由于浇口的直径通常为0.8- -1.2mm,小的截面积引起高的流动阻力,建议使用低黏度塑料或高注射压力以避免欠注。
针式浇口的特点如下:
浇口位置的选择相对不严格
浇口周边的残余应力低
对于多模腔模具容易达到浇口平衡
对于大投影面积的制品,多点的针式浇口有效地消除制品的翘曲
针式浇口容易切下,对于三板式模具,自动的浇口切落容易实现,容易实现制品和浇口的分离。
⑥ 潜伏式浇口

潜伏式浇口如上图所示。通常,浇口位于模具的分模面上,但潜伏式浇口只有流道位于分模面上,浇口通常位于模具的动板或静板上,有时也位于模腔上,尽管其与针式浇口差别不大,但潜伏式浇口的一个好处是甚至可以应用于两板模其。当成型制品被顶出时,浇口自动脱落。
浇口平衡
对于多腔模具,每个模腔均匀地填充塑料熔体,取得浇口平衡是十分重要的。当塑料熔体从人口流到模腔的末端,聚合物压力相应下降。因此,浇口平衡应优化浇口的长度、宽度和深度。
合适的浇口平衡和流道平衡设计能避免多腔模具实际成型过程中的成型缺陷,如流痕、收缩、欠注、尺寸波动和重量变化的产生。
注意事项
浇口定位要考虑的基本因素有:制件设计、流动和产品最终使用要求。
应牢记下面的几点:
1. 需要多浇口的大制件,应该有位置足够紧密的浇口,以减少压力损失。这样做可使树脂流动前缘交汇点的冷却最小化,从而提供较好的熔合线强度。应选择合适的浇口尺寸,以使树脂的充填有一个合理的压力和速度。
2. 浇口过渡段长度应保持尽可能的短。
3. 撞流浇口将有助于保证流入的流体直接对着模腔壁或型芯,从而可以避免漩纹。
4. 为避免夹气,来自浇口树脂流,应将空气导向排气槽。
5. 浇口位置应确定好,以便让树脂从厚壁部位流向薄壁部位;让熔合线最小化;并且远离冲击和应力区。
6. 要使漩蚊、放射斑和浇口白晕减至最少,浇口应与流道有一个合适的角度。

7. 直接浇注到装饰性表面,会引起表面缺陷。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈