激光切割常见问题分析与解决办法
【导语】激光切割作为钢构件事业部下料的重要手段,生产效率与产品质量的高低直接关系事业部生产的顺利完成。针对激光切割的过程出现的产品毛刺、切割断面质量差等问题,可以从光束对中、程序引入线、切割参数等方面着手,研究原因,制定解决措施,并应用到实际生产。
激光切割下料作为钢构件事业部备料车间现有最重要的下料方式,其生产效率的高低直接决定了车间乃至事业部的生产进程,是事业部的重点班组。
而在平时的激光切割作业中经常出现的产品毛刺、切割断面质量差等问题,一直困扰着班组,严重影响班组的正常生产,当出现切割断面超差时,最终的处理方式都是由人工进行打磨处理,不仅劳动强度大,而且打磨作业需要的时间比切割的时间还要长。
1 、问题分析及解决办法
为有效解决厚板产品切割断面质量差及切割毛刺问题,可以具体问题具体分析。
1.1 焦点位置对产品切割质量的影响
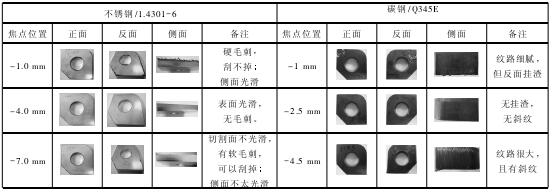
在激光切割的参数设置中,焦点位置的不同,切割出来的产品质量也会不相同,我们拟对焦点位置进行调整试验,对比不同焦点位置下的切割质量,试验材料: 1.4301-6/Q345E-8,切割气体: 氮气,工艺表: T2D5637,切割速度: 1.5 m/min。激光在切割过程中,当焦点位置较高时,切割毛刺明显增多,且毛刺较硬,只能通过砂轮机打磨的方式进行处理,在经过多次试验后,将焦点位置设置为-4 时,切割毛刺基本没有,断面光滑。
详细切割断面见表 1
表 1 不同焦点位置试验结果
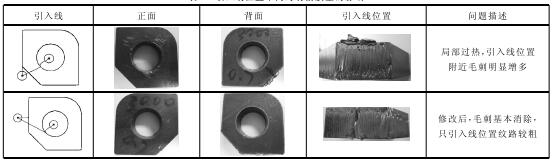
1.2 引入线位置对产品切割质量的影响
产品引入线位置不同对产品质量影响较大,我们拟对不同引入线位置进行实验。引入线位置对产品切割质量的影响详见表 2。
表 2 引入线位置不同对切割质量的影响
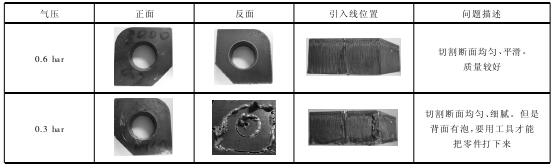
1.3 气压大小对产品切割质量的影响
激光切割中,不同的气体压力切割出的产品质量也不相同,气体压力设置不当,极有可能会造成产品粘连,反面有泡,造成后续精整困难。气体压力对切割质量影响详见表 3。
表 3 不同气压对产品质量的影响
通过上述试验,发现影响激光切割质量的主要因素有: 焦距、引入线方式、气体压力等几个方面,下面将结合这几个因素,通过单一变量法,确定最优切割参数,以提高班组作业效率。
2、 激光切割常见问题的解决办法
1) 断面纹路很大,斜纹( 功率: 2 700 W,速度: 0. 8 m / min,焦点位置: 4.5,气压 0.5 bar) ,切割效果如图 1 所示。

图 1 功率:2 700 W,速度:0.8 m/min,焦点位置:4.5,气压 0.5 bar 切割效果
2) 解决办法
经过初步判断,认为其主要原因为气压过大,速度过快,所以,可以适当降低气体压力,将气体压力降低到 0. 4 bar。切割效果如图 2 所示。
( 1) 功率: 2 800 W,速度: 0.8 m/min,焦点位置: 4.5,气压0. 4 bar。在使用修改气压后的参数后,切割质量稍有改观,挂渣现象明显,还需要再调整,此时,可以适当调整判断是引入的功率太大,可以适当调整功率。
切割效果如图 3 所示。
( 2) 正常: 功率: 2 900 W,速度: 0.8 m/min,焦点位置: 4.5,气压 0.4 bar。减弱: 功率: 2 500 W,速度: 0.5 m/min,( 减小进刀引线的功率速度) 。
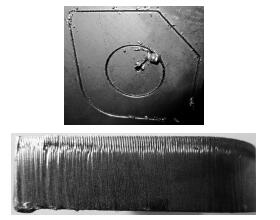
图 2 功率:2 800 W,速度:0.8 m/min,焦点位置:4. 5,气压 0. 4 bar 切割效果

图 3 功率:2 500 W,速度:0.5 m/min,焦点位置:4.5,气压 0.4 bar 切割效果
经过调整后,切割出的产品反面熔渣明显增多,且有较多泡泡,背面溶渣严重,判断是焦点太高,我们还可以适当进行调整。切割效果如图 4 所示。
( 3) 正常: 功率: 2 900 W,速度: 0.8 m/min,焦点位置: 3.5,气压 0.4 bar。( 降低焦点) 。减弱: 功率: 2 500 W,速度: 0.5 m/min。
图 4 功率:2 500 W,速度:0.5 m/min,焦点位置:3.5,气压 0.4 bar 切割效果
表 4 通快激光切割机推荐参数表
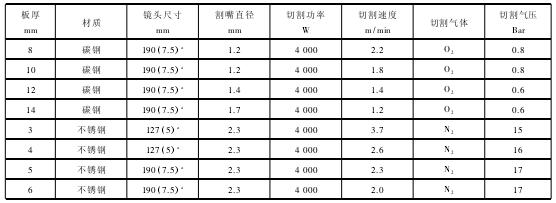
经过多次参数调整,切割出来的产品质量明显提高,且能达到相关质量要求。通过上述方法,经过多次试验验证,最终确定了不同材质规格切割参数表,详见表 4,并应用于班组的生产实践。
3 、结语
激光切割相对于其他下料方式,有精度高,速度快,断面质量高等优点,现在激光下料的产品可以做到不留加工量,产品直接装车使用,且由于转向架部分的产品对质量要求高,允许的断面粗糙度为 Ra12.5,而现阶段光冲班激光切割的断面质量在 10 mm 以下基本都可以达到这个要求,但是超过 12 mm 的板就有时候不能达到,特别时 14 mm 的转向架产品,表面质量严重影响生产作业。
通过对激光切割常见问题的分析与探讨,我们主要从切割参数入手,根据不同材质的材料进行大量实验,最终,获得了相对较好的切割参数,并应用于日常的生产工作中,以提高生产班组的日常操作技能及产品切割质量,对班组整体产能的提升有极大的帮助,同时也对后续的生产工作提供了一定的借鉴意义。
(刘 敏,夏长伢)
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈