机床回转轴校准好帮手——WR50自动精密转台
随着中国精密加工技术的高速发展,人们对加工零部件要求越来越复杂化和精细化。因五轴机床对相对传统的三轴数控机床增加了两个回转轴,更适用于复杂空间曲面零部件的加工,如今五轴机床在中国企业大量使用。
回转轴的精度直接影响到五轴机床的整体加工精度。回转轴的检测因此至关重要,本文将从回转轴检测的现有方法进行讨论,给大家推荐我司的WR50自动精密转台检测回转轴。
传统方式:自准直仪配合多面棱体测量回转轴
回转轴的检查目前有两种方式,其一就是自准直仪配合多面棱体进行检查。方法如下:

图 1自准直仪和多面棱体安装示意图
如图1所示,将多面棱体安装在回转轴的中心,调整棱体安置位置与轴同心,将回转轴置于零位,使棱体的某一个工作面对准自准直仪,记录下自准直仪的读数α0 。
将回转轴转过一个角度βi[βi=(i-1)×360°/N ,i=2,3,......,N],记录自准直仪读数αi ,根据正N面棱体的检定证书,查询第i面与第一面夹角偏差为△αi,则βi角度偏差为:

重复以上步骤至完成回转轴整个行程范围的测量。
传统测量方式的特点分析
1. 使用起来较为麻烦,尤其是在测量一些大尺寸的转台时,自准直仪与棱体的距离较远,瞄准和读数都非常困难;
2. 测量间隔受到棱体面数的限制,不能进行任意角度的测量;
3. 无法实现自动测量,效率不高。
4. 人工读数增加了测量误差。
5. 数据需要人工处理。
自动方式:采用激光干涉仪和WR50自动精密转台的方法
回转轴的检查目前有两种方式,其二就是激光干涉仪结和自动精密转台进行。如下:

图2 SEQ 图 \* ARABIC 2激光干涉仪结合自动精密转台测量回转轴示意图
图2 是激光干涉仪回转轴校准系统安装示意图,主要由SJ6000激光干涉仪主机、角度镜组、WR50自动精密转台、SJ6000回转轴测量软件构成。系统测量精度为±1″,测量分辨率可达0.01″,基准WR50自动精密转台重复精度为0.2″。
其测量过程可以概述为以下5步:
1) 将WR50安装于回转轴中心,调整位置使偏心量尽可能小于0.1mm;
2) 按图2所示安装好角度反射镜,调节激光激光干涉仪位置。
3) 编写机床程序,设置回转轴测量的目标点和暂停时间,在激光干涉仪软件中做好相应设置。
4) 调整WR50置于零位,激光干涉仪读数置零。
5) 开始运行机床程序,激光干涉仪同时自动采集数据,按照测量要求采集往返循环数据。
自动方式的特点分析
1. 该方法是自动采集数据,避免人为读数误差,精度高;
2. 测量过程全自动化,效率高;
3. 可测量任意方向的回转轴,可测量任意角度间隔,通用性强;
4. 可自动生成误差曲线和补偿数据,根据不同标准自动计算定位精度结果,无需人工计算。
5. 购买设备投入较高。NO!投入高那是2017年前的事情了,自我司推出激光干涉仪以来,逐步打破激光干涉仪被国外仪器垄断的局面。WR50自动精密转台和SJ6000激光干涉仪一样作为一款国产仪器,除具有进口仪器的高精度、高性能外,还具有价格实惠、软件定制功能。
回转轴测量实例

图3广东客户回转轴测量

图 4上海客户回转轴测量

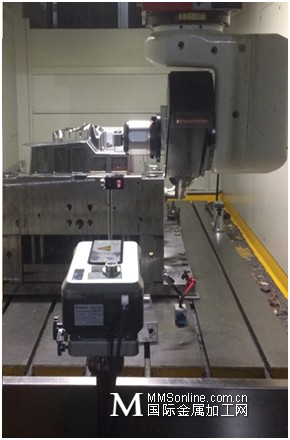
图 5浙江客户回转轴测量
WR50检测回转轴视频
回转轴精度补偿前后数据比对曲线
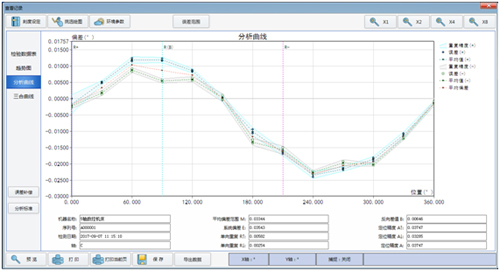
图6补偿前曲线图
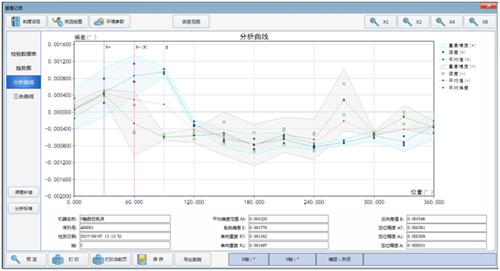
图 7补偿后曲线图
▲ WR50技术参数
型号:WR50
角度测量范围:(0~360)°
测量精度:±1″
分辨力:0.01″
卓越转速:10rpm
重量:1.9kg
高度:148mm
直径:112mm
通信方式:蓝牙传输
供电方式:锂电池

图 8WR50精密转台特写
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈


