深度解读汽车制造四大工艺之冲压
汽车被称为“改变世界的机器”。由于汽车工业具有很强的产业关联度,因而被视为一个国家经济发展水平的重要标志。本篇利用四个章节和大家探讨汽车的四大工艺。冲压工艺作为四大工艺的重中之重,也是四大工艺之首。
一、概念
1、冲压概念
冲压是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。冲压和锻造同属塑性加工(或称压力加工),合称锻压。冲压的坯料主要是热轧和冷轧的钢板和钢带。全世界的钢材中,有60~70%是板材,其中大部分经过冲压制成成品。

汽车的车身、底盘、油箱、散热器片,锅炉的汽包,容器的壳体,电机、电器的铁芯硅钢片等都是冲压加工的。仪器仪表、家用电器、自行车、办公机械、生活器皿等产品中,也有大量冲压件。
2、冲压工艺特点
A、冲压是一种高生产效率、低材料消耗的加工方法。冲压工艺适用于较大批量零件制品的生产,便于实现机械化与自动化,有较高的生产效率,同时,冲压生产不仅能努力做到少废料和无废料生产,而且即使在某些情况下有边角余料,也可以充分利用。
B、操作工艺方便,不需要操作者有较高水平的技艺。
C、冲压出的零件一般不需要再进行机械加工,具有较高的尺寸精度。
D、冲压件有较好的互换性。冲压加工稳定性较好,同一批冲压件.可相互交换使用,不影响装配和产品性能。
E、由于冲压件用板材作材料,它的表面质量较好,为后续表面处理工序(如电镀、喷漆)提供了方便条件。
F、冲压加工能获得强度高、刚度大而重量轻的零件。
G、用模具批量生产的冲压件成本低廉。
H、冲压能制造出其它金属加工方法难加工出的形状复杂的零件。
3、冲压工序简介
机械转向系以驾驶员的体力作为转向动力来源,其中所有力学传递结构都是机械的。机械转向系由转向操纵机构、转向器和转向传动机构三大部分组成。
/isc_files/2017/qqjie_tu_20171007102621.jpg)
A、分离工序
板料在外力作用下沿一定的轮廓线分离而获得一定形状、尺寸和切断面质量的成品和半成品。分离条件:变形材料内部的应力超过强度极限σb。
a. 落料
用冲模沿封闭曲线冲切,冲下部分是零件。用于制造各种形状的平板零件。
b. 冲孔
用冲模沿封闭曲线冲切,冲下部分是废料。有正冲孔、侧冲孔、吊冲孔等几种形式。
c. 修边
将成形零件的边缘修切整齐或切成一定形状。
d. 分离
用冲模沿不封闭曲线冲切产生分离。
左右件一起成形时,分离工序用得较多。
B、成形工序
坯料在不破裂的条件下产生塑性变形而获得一定形状和尺寸的成品和半成品。
成形条件:屈服强度σS<材料内部应力<强度极限σb。
a. 拉延
把板料毛坯成形制成各种开口空心零件。
b. 翻边
把板料或半成品的边缘沿一定的曲线按一定的曲率成形成竖立的边缘。
c. 整形
为了提高已成形零件的尺寸精度或获得小的圆角半径而采用的成形方法。
d. 翻孔
在预先冲孔的板料或半成品上或未经冲孔的板料制成竖立的边缘。
e. 弯曲
把板料沿直线弯成各种形状,可以加工形状极为复杂的零件。

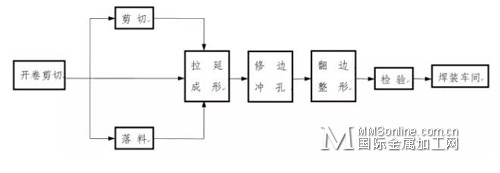
4、冲压工艺流程图
二:冲压模具
模具在日本被誉为“进入富裕社会的原动力”、在德国被称为“金属加工业中的帝王”。模具设计与制造技术水平的高低,是衡量一个国家产品制造水平高低的重要标志之一。
A、模具分类
按工作原理可以分为:
/isc_files/2017/qqjie_tu_20171007103910.jpg)
B、模具基本结构
冲模通常由上、下模(凸、凹模)两部分构成

组成:1 工作部分、2 导向、3 定位、4 限位、5 弹性元件、6 起吊和翻转
三:冲压设备
1.压力机
A、按床身结构,压力机可分为开式压力机和闭式压力机两种

开式压机三面敞开,床身呈C型,刚性较差,一般用于小型压机;
闭式压机前后二面敞开,床身封闭,刚性较好,一般用于大中型压机。
B、按驱动滑块力的种类,压力机可分为:机械压力机和液压机
/isc_files/2017/qqjie_tu_20171007103004.jpg)
2.开卷线
3.剪板机
剪板机主要用于剪裁各种尺寸金属板料的直线边缘。
传动形式为机械和液压式两种。
四:冲压材料
冲压材料是影响零件质量和模具寿命的重要因素。目前,可冲压的材料不仅有低碳钢,而且还有不锈钢、铝及铝合金、铜及铜合金等。
钢板是目前汽车冲压中使用最多最广的原材料,目前随着车身轻量化要求,高强度钢板、夹层钢板等新型材料在汽车车身上使用日趋增多。
1.钢板性能要求
A、具有良好的机械性能及较大的变形能力。
金属材料的机械性能是指抗拉强度、屈服强度、延伸率、硬度﹑塑性应变比。
高的塑性应变比r值(各向异性性能)
高的加工硬化指数n值;
高的延伸率δ;
低的屈强比(σs/σb);
低的时效指数。
B、良好的表面质量
钢板表面不得有结疤、裂纹、夹杂和划痕等明显缺陷。其中车身内板允许存在不影响成型性及涂漆附着力的缺陷,如小气泡、小划痕、小辊印、轻微的刮伤及轻微氧化色等;外板须符合FD(O5)的质量级别即两面中较好的一面不得有任何缺欠,即不能影响涂漆后的外观质量或电镀后的外观质量,另一面应达到FB(O3)的要求。
2.钢板分类
A、按厚度分:厚板(4mm以上)、中板(3-4mm)、薄板(3mm以下)汽车车身冲压件主要以薄板为主
B、按轧制状态分:热轧钢板、冷轧钢板
热轧就是在高于合金再结晶温度的温度中使其软化后用压轮把材料压成薄片或钢坯的横截面,使材料形变,但材料物理性质并无变化。热轧板韧性和表面平整性差,价格较低。热轧加工较粗糙,轧不出很薄的钢。
冷轧是对已经过热轧、除麻点除氧化工序的材料在低于合金再结晶温度的温度中用压轮进一步碾压材料以让材料有再结晶的过程。经过反覆的冷压—再结晶—退火—冷压(反覆2~3次)过程,材料里的金属发生分子级别的改变(再结晶),形成的合金物理性质发生改变。故其表面质量好、光洁度高、产品尺寸精度高,产品的性能和组织能满足一些特殊的使用要求。
冷轧钢板主要包括:冷轧碳素钢板、冷轧低碳钢板、冲压用冷轧钢板、高强度冷轧钢板等。
/isc_files/2017/qqjie_tu_20171007103030.jpg)
冷轧碳素钢板
S为钢Steel的缩写,P为板Plate的缩写,第三个字母C为Cold的缩写,N表示需保证非时效性。
/isc_files/2017/qqjie_tu_20171007103039.jpg)
冷轧低碳钢板
五:检具
检具是一种用来测量和评价零件尺寸质量的专用检验设备。
在汽车制造中,无论对于具有复杂空间几何形状的大型冲压件、内饰件、焊接分总成等,还是对于简单的小型冲压件、内饰件等,较多采用专用检具作为主要检测手段,用于控制工序间的产品质量。
检具检测具有迅速、准确、直观、方便等优点,尤其适合大批量生产的需要。
检具常由三部分组成:
①骨架和底座部分;
②型体部分;
③功能件(功能件包括: 快速夹头,定位销,检测销, 移动式间隙滑块,测量表,型面卡板等) 。

声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈