先进制造技术在汽车覆盖件模具制造中的应用
结合国内主要汽车覆盖件生产厂家的技术运用方法和典型工艺特点,从数字化测量技术、数控加工刀具、CAM软件、模具热处理技术以及CAD/CAPP/CAM/CAE无缝集成数字化虚拟制造等方面对汽车覆盖件模具的智能化制造进行了探讨。
汽车覆盖件模具生产制造技术在国内日渐成熟,已经从过去主要依靠规模扩张和数量增加的粗放型发展模式,逐步向主要依靠科技进步与提高产品质量及水平为重点的精益型发展模式转变;从以引进消化吸收国际先进技术为主的发展模式, 向引进消化吸收和提高自主创新能力并重的发展模式转变;从以技能型为主的行业特征向以技术型和现代企业管理型为主的行业特征转变;正大力推进创新驱动的发展方式,积极培育和发展新的增长点。模具企业从单纯生产型向生产服务型转变。由于工业发达国家人工成本的持续提高,迫使其为了降低生产成本而不断把模具向发展中国家尤其是像我国这样有较好技术基础的国家转移。国外公司纷纷培育其在中国的据点化工厂。在国际市场方面,跨国公司到我国来采购模具的趋势和市场份额不断加大,模具行业的发展技术进入加速竞争的时代,各个模具公司均加大了先进技术的投入。结合2016年上海国际模具展,介绍近期先进技术在汽车覆盖件模具应用中呈现的几个主要特点。
1. 数字化测量技术广泛应用
以往覆盖件模具检测主要集中在型面检测、检具检测,对于加工过程控制和结构件的检测受限于检测设备、检测方式影响,没有广泛应用。近几年随着检测技术日益完善,数字化测量已经呈现快速普及的态势。测量仪器向现场化、数字化、自动化和智能化方向发展。
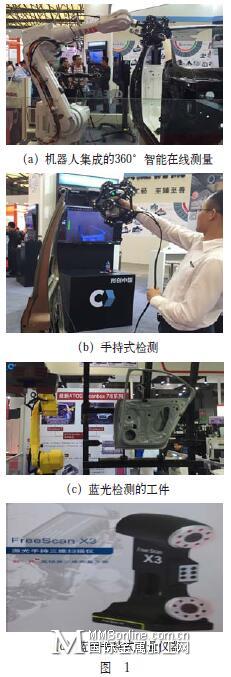
(1)测量仪器的多元化:测量现场化、自动化和数字化领域最新技术的蓝光自动化扫描,利用机器人提升测量效率的自动化拍照式白光测量系统、拍照式测量系统与机器人集成的360°智能在线测量方案,实现自动化检测和质量控制新技术是模具检测突出的重点(见图1)。
(2)传统检测工具实现数字化测量:量仪、量表数字化无线传输→计算机数据处理→检测报告(见图2)。

(3)模具法向结构面检测量具:①手工测量量具量仪(卡尺、千分尺及千分表等)。从精度上满足模具结构面检测要求,但从功能(卡尺、千分尺有量程的限制)上难以满足法向结构三维数据的测量要求,且手工测量效率低。② 光学测量设备( 拍摄、扫描) 。从功能上可以满足法向结构三维测量要求,并且可以在车间现场完成检测,但检测精度达不到结构面精度要求。③大尺寸三维精确测量设备——三坐标测量机。便携式关节臂测量机(见图3a)可解决车间现场法向结构面的三维测量要求,但测量精度不能完全满足模具法向结构尺寸精度要求;龙门式三坐标测量机(见图3b)可以满足模具的各项检测要求,但其需要恒温测量室。使用龙门三坐标测量机成本高、维护要求严格,经济性一般。从测量精度方面考虑,大型模具的检测要求只有三坐标测量机才能满足。今后测量方式和测量精度的提升才能使测量工作做得更加完善。

2. 数控加工刀具多样化、高精度和高效能
刀具新品展出具有二维曲线的高精度细长热装刀柄是展会的一个亮点(见图4),该刀柄的刚性是一体型刀柄的3倍,同时刀柄端部柄壁厚可小到1.5mm,能可靠满足高精度5轴加工需求。高精度强力夹头、硬质合金杆高精度机夹刀具是大部分展商展示的主题,这也是目前模具加工刀具应用的主流。刀具涂层技术使用广泛,并且根据零件的特点生产出对应型号的产品,使得数控加工质量控制更加容易实现。

3. CAM软件集成化、网络化和智能化
随着数控机床的普及应用,工厂拥有一定数量的数控机床,包括多轴精密数控铣床,工厂的核心产品制造基本采用全数字链数控加工,主要是在精密加工中心上完成,甚至是在集成化的柔性制造单元上完成,工厂将来会引进更多的多轴加工设备和柔性制造单元。但是工厂在数控编程软件、加工策略方面还相对比较落后,随着模具市场竞争的日趋激烈,对模具的铸造周期和质量有了更高的要求, 自动化、精细化和标准化的数控加工成为模具行业制造技术的发展趋势。精细化模面设计技术、高精度数控加工技术、A级曲面造型技术都是现阶段或下阶段需要解决的问题。Powermill、Tebis、worknc以及CAXA、中望等国产软件都在2016年开发出了最新版本软件,VERICUT、NCBrain加工仿真软件功能也有对应功能的更新。软件技术向集成化、网络化和智能化发展的特点越来越明显(见图5)。Tebis展台规模较大,针对现在生产中模具2D编程的瓶颈以及模具2D自动化编程、自动化加工等问题,Tebis新版本有相应的解决方案。


4. 模具生产逐渐向智能化方向发展
精益制造装备与自动化智能制造和一体化成型与精密模具制造。在原有高端精密加工设备与技术基础上注入新的3D增材制造、激光装备、机器人自动化集成等新技术运用板块,并扩展到互联网模具、模具智造及云制造生态圈等新业态,呈现出“精细化、自动化、信息化、一体化、网络化、智能化”的新特点(见图6)。


模具已经从基础工艺装备向信息化、智能化的集成制造单元方向发展,从单一功能的工艺装备向为客户提供一体化解决方案发展。为主机厂提供SE服务和基于模、检、夹一体化的白车身解决方案已成为模具企业的核心竞争力之一。
5. 模具热处理技术的发展
国内外模具制造业朝着信息化、无图化、精细化和自动化方向发展,CAD、CAM等先进技术已广泛应用于模具制造中。作为模具制造中的重要环节,模具材料质量及其热处理加工后的变形,已经严重制约了模具业的精密、高效发展。
随着模具产品结构的调整,铸造产品以其材料成本低、加工量少和加工工艺方便等优势,在模具中所占比重日益上升。目前,国外在大中型冲压模具上选用铸铁材料,已是未来发展的趋势。
作为铸造产品常用的热处理手段,表面火焰淬火以其成本低、操作方便的优势一直被普遍应用。然而随着高新技术的开发,传统手工火焰淬火质量不稳定、变形较大的缺陷逐渐凸显,且为了保证精度而在淬火后采取的精加工、研修和烧焊等措施,不仅增加了加工成本、刀具消耗,而且延误加工周期。使用激光淬火技术(见图7)能够有效地解决这些问题。
/uploadfile/editor/20170314133519_29453.jpg)
激光淬火是利用聚焦后的激光束快速加热金属材料表面,使其发生相变,形成马氏体淬硬层的一种高新技术。激光淬火是快速加热、自激冷却,无需回火,是一种无污染绿色环保的热处理工艺。其加热速度快,热影响区小,被处理的模具变形很小, 适合于高精度零件处理,部分场合可作为材料和零件的最后处理工序。激光淬火可根据需要调整硬化层深浅,其硬化层深度一般为0.3~1.5mm,且淬火均匀,不易产生裂纹。激光淬火马氏体晶粒更细,位错密度更高,硬度更高,耐磨性更好。
图8所示模具零件采用表面火焰淬火变形量>1.5mm,采用激光淬火变形量<0.05mm。

表面火焰淬火工艺流程为:型面轮廓粗加工→型面轮廓半精加工→钳工从底板上拆卸下需淬火零件→火焰淬火→钳工研修底面、结合面和靠上面→装配到底板→型面轮廓精加工→调试。激光淬火工艺流程为:型面轮廓粗加工→型面轮廓半精加工→型面轮廓精加工→激光淬火→调试。
流程对比:采用激光淬火可以减少三道工序流程,并且型面轮廓不需淬火后就进行精加工。在大型外覆盖件模具上采用激光淬火后,由于淬火后型面变形量极小,钳工的研配工作量大幅减少,模具制造周期缩短。
6. CAD/CAPP/CAM/CAE无缝集成数字化虚拟制造
CAD/CAPP/CAM/CAE过程以产品加工数据为中心,CAE模拟分析、模具设计、模具NC加工以及模具CMM(三坐标)检测均使用同一数据流,用于车间的工艺文档可直接由CAD生成传输到CAPP中,使最终模具产品和设计者的意图保持高度一致。这就是CAD/CAPP/CAM/CAE一体化技术。三维模型的同一性保证了CAX链的闭环特性,难于产生设计、加工错误,从而提高模具的开发效率。CAX的无缝集成使虚拟制造技术成为现实,从根本上改变了设计、试制、修改设计、规模生产的传统制造模式。在产品真正制出之前,首先在虚拟制造环境中,对其性能和可制造性进行预测和评价,从而缩短产品的设计与制造周期,降低产品的开发成本,提高系统快速响应市场变化的能力。
7. 结语
国内模具制造企业随着技术水平的不断提升,已经缩小了与国际先进模具制造地区的差距。模具企业单从价格进行竞争的优势逐渐减弱,今后必须要从技术上和管理水平上突破,各个模具企业仍需不断探索前行。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈
