山高刀具模具加工解决方案
我国是模具生产大国,国内的模具生产厂家约有2万余家,从业人员大约100万人,但是,我国的模具机床业产业仍“大而不强”,如何提高模具加工效率,降低加工成本是模具厂家面临的重大挑战。山高刀具一直为模具行业提供完整的高效率切削刀具,紧随模具行业发展,不断研发最新刀具满足客户需求。

模具粗加工,追求的主要目标为提高加工效率和降低生产成本。山高刀具推出的双面16刃“双面王”可转位式快进给铣刀,刀片采用高速钢定位销,大幅提高定位精度和稳定性;强壮的中心螺钉锁紧,适用于高效率加工;预硬化并涂层的刀体极大提高刀体耐磨性和寿命;双面8角16刃口设计,可以实现每个刃口最低成本,模具最低加工成本。此刀具更可根据机床刚性,功率和扭矩情况,选择密齿,普通齿距和疏齿设计实现物尽其用。快进给刀片的设计,采用较小的主偏角使切削过程中产生的大多数切削力转换为轴向切削力,减少加工振动,极高的每齿进给量实现最高的金属切削去除率。山高刀具提供市场上最完整的快进给刀具系列,从1 mm到160 mm专用快进给铣刀,包括可转位式,可换头式和整体刀具设计。
参考案例:
材料:模具钢HRC38
刀具:山高刀体R217.21-06.00-ONMU09.10-P 刀片ONMU 090520ANTN
M14 直径6英寸(152.4 mm)
冷却:空气
切削宽度: ae=110 mm
切削深度: ap=1.27 mm
线速度:Vc=200 m/min, fz=0.97 mm/齿
进给速度:Vf=3810 mm/min
刀具寿命: 每个切削刃51 分钟

当需要加工较深模具型腔时,尤其是有较狭窄区域时,大直径的刀具不能抵达被加工区域,会严重影响加工效率。山高刀具原创性的开发了动力铣削加工方法(Dynamic Milling),采用高速铣削原理,可以实现一次性4倍刀具直径的铣削深度,并且在较狭窄区域也不需要降低加工效率。正确使用动力铣削加工方法与传统加工方法相比,可以实现加工效率提高3-5倍,刀具寿命提高2-3倍。
参考案例:
材料:模具钢HRC38
刀具:山高Jabro 10 mm飞龙整体铣刀直径 JS554100D3C.3Z4C-SIRA
冷却:空气
不同加工方法对比:
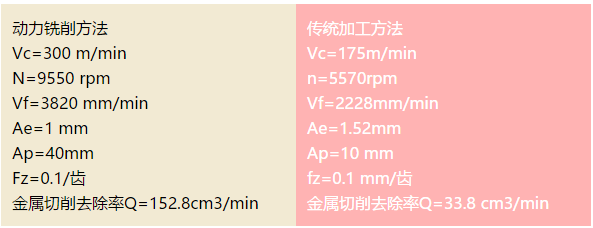
加工效率大幅提高了4.52倍,由于刀具的平稳切削,刀具寿命也大幅提高。

模具精加工主要目的是保证工件的表面质量,尺寸和形位公差符合设计要求,所以模具精加工大多都用球头铣刀来仿形铣削,满足要求。山高刀具推出了侧面精加工专用铣刀,标准刀具刃长为5倍刀具直径,如10 mm铣刀刃长为50 mm。刀具采用预让刀量处理,刃口处理支撑加工贴合面,减少径向切削力,从而减小振动。加工时切削深度可以直接达到5倍刀具直径的长度,同时保证被加工模具的表面质量和垂直度,完全消除接刀痕。
参考案例:
材料:模具钢HRC55
刀具:山高Jabro整体硬质合金10 mm铣刀522100R010Z2.0-MEGA-64
冷却:空冷
切削宽度ae=0.3 mm;切削深度ap=50 mm
线速度Vc=160 m/min,转速n=4250 rpm
进给量fz=0.1 mm/z,进给速度Vf=850 mm/min针对迷你铣刀的高效率加工,山高推出了4刃迷你铣刀,直径为0.1-2 mm,并且针对被加工材料分为4种设计,分别用于加工普通模具钢,淬硬钢,铜电极和石墨电极。
同时,山高在原有热缩刀柄、高精度弹簧夹头、普通液压刀柄基础上,又推出了Steady Line抗振刀柄,在悬伸长度5-10倍刀具直径时表现出了优秀的性能;强力液压刀柄,实现了高精度液压刀柄和高效率加工的完美结合。
山高刀具将紧随模具行业的发展趋势,不断推出更优秀的刀具,提供最优的模具加工整体解决方案。
(山高刀具 苏国江)
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈


