发动机关键零部件机加工的新工艺、新技术
随着工艺技术和装备技术的发展,机加工艺领域也有很多新工艺、新技术涌现出来。在发动机机加生产线中,倒立磨技术、柔性清洗工艺、模拟缸盖技术、MQL技术和机群式布置等新工艺、新技术都值得关注!
发动机是汽车的心脏,气缸体、气缸盖、曲轴和凸轮轴等4C件作为其核心部件,其质量直接关系着发动机的性能。在4C件制造中,腔室积屑、加工变形和切削液后处理成本等问题一直是发动机关键零部件制造的老大难问题,制约着产品交付质量的提升和产品制造成本的降低。我司通过项目实践,研究并应用了对磨技术、柔性清洗工艺、模拟缸盖技术、MQL技术和机群式布置等新工艺、新技术,有效地解决了以上问题。本文对这些新工艺、新技术进行了介绍。
倒立磨技术
倒立磨技术,即砂轮主轴垂直于底面,工件在机床内竖直放置,两个砂轮主轴驱动两片CBN砂轮从工件两侧进行对立式磨削,技术原理如图1所示。
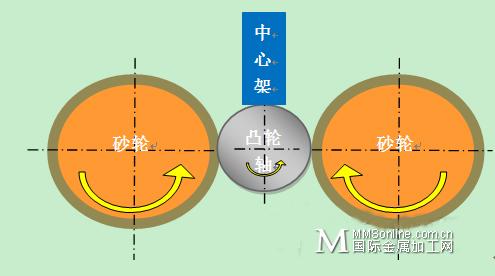
图1 对磨技术示意图
倒立磨技术加工凸轮轴具有以下3个优点:
1.加工时工件呈竖直状态,将卧式加工中阻碍加工的工件重力转变为有用的顶尖顶紧力,避免了工件自身重力导致的产品变形,提高了凸轮轴磨削精度的保证能力。
2.双磨削主轴以工件为轴线对称分布,双磨削主轴法向力相互抵消,使工件径向受力平衡,通过中心架平衡掉法向磨削力,从而实现了凸轮轴磨削时的受力平衡,解决了凸轮轴加工中磨削力导致的产品变形。
3.CBN高效磨削技术,令效率倍增。磨削中采用了高强度、长寿命的CBN砂轮,而且磨削时2片CBN砂轮同时工作,使磨削效率大幅提升。
柔性清洗工艺
柔性清洗工艺拓展了加工中心的应用范围,创新性的实现了高压清洗与加工的完美结合。该工艺充分利用了加工中心的柔性和加工中心内冷系统的高压特性,通过优化加工中心刀具内冷孔的结构,在加工中利用从机床主轴中喷射出的用于冷却主轴和刀具的高压内冷切削液,将高达5MPa的高压内冷水冲击到加工部位,起到了很好的辅助断屑效果;加工后采用专用刀具进行定点高压清洗,再次进行高压去毛刺;借助加工中心的联动特性,针对清洗机无法有效清洗的部位进行柔性清洗。
柔性清洗工艺的突出优点主要有4点:
1. 清洗压力高。压力清洗的喷射力与喷嘴出口压力开方成正比。机床内冷压强为5MPa,传统压力清洗机压强为1.5MPa,在其他条件相同的情况下,机床刀具内冷孔水流喷射力比用清洗机水流喷射力大2.12倍,用机床刀具内冷孔的水流进行切屑清洗会提高清洗质量。
2. 定向性好。刀具内冷孔直径为Φ1.5mm,孔径小,有利于提高清洗射速及水柱定向性,不容易散射。
3. 柔性高。加工中心可实现5轴联动,能够实现多角度、无死角的清洗,可有效地解决异型曲面残屑的问题。
4. 成本低。将清洗与加工时间重合,大幅提高了设备利用率。
模拟缸盖技术
发动机装配中,在完成缸体与缸盖装配后,缸孔受到来自缸盖的挤压力,产生变形,引起缸孔与活塞间的摩擦力增大,影响发动机的性能、寿命。在缸体精加工前,装配硬化的模拟缸盖后进行缸孔的精加工、超精加工,可以减小整机装配后缸孔的变形,这种装配模拟缸盖后加工的技术即为模拟缸盖技术。缸体装配模拟缸盖后进行精加工,提前考虑了缸体、缸盖装配后产生的变形,有效地保证了装配后产品的质量。
通过对装配真实缸盖和装配模拟缸盖后的形变分析对比,可以发现,装配模拟缸盖后的变形趋势与装配真实缸盖时的变形趋势相同,形变量的差异较小,可以采用模拟缸盖代替真实缸盖进行缸孔的精加工、超精加工。
在装配模拟缸盖的情况下将缸孔加工到产品性能所需的参数要求,在拆除模拟缸盖后,缸孔会出现变形,但在总装线装配真实缸盖后,缸孔恢复到模拟缸盖拧紧时的应力状态,从而保证了装配后的各项精度。
MQL技术
MQL技术,即气液混合微量润滑技术,是一种新型的切削润滑技术。将适量的MQL油与压缩空气混合后通过刀具内冷孔喷射到加工面上,起到冷却、润滑和清理切屑的作用。目前该技术已经在曲轴加工领域全面应用,并在缸体、缸盖加工中进行推广应用的验证。MQL技术原理如图2所示。
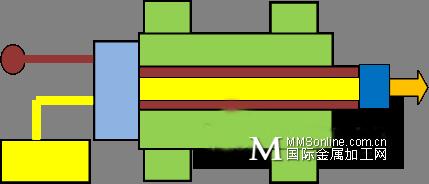
图2 双通道MQL原理图
MQL技术作为一种绿色的准干式加工技术,具有如下3点优势:
1.加工中无需更换MQL油,只需定期添加,无废水排放,油雾经设备净化处理后直接排放,有效的避免了工业生产对环境的污染。
2.改善刀具切削条件,抑制及降低加工过程中产生的切削热,提高了刀具寿命。
3.微量的MQL油代替了切削液,降低了辅料消耗和切削液的后处理成本。
机群布置工艺
机群布置的核心理念是工艺为主,布置适应工艺,以最少的工序数量加工出产品,多台相同设备完成一道工序加工。机群布置工艺形式如图3所示。
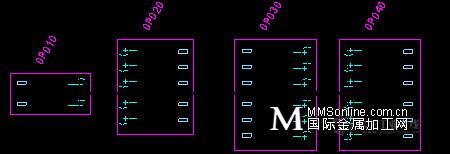
图3 机群工艺布置示意图
机群布置工艺的优点有:工序集中最大化,产品装夹次数最少化,利于保证产品加工精度;辅助时间所占比重小,设备利用率最高;一台设备故障仅影响生产线少量产能,整线开动率高。其缺点有:产品加工一致性差;不便于产品质量追溯;物流不畅;通常辅以桁架机械手来满足质量追溯及物流需求。
机群布置工艺多在生产纲领较大的全自动生产线中采用。
结语
随着工艺技术和装备技术的进步,新的工艺和技术不断涌现出来,推动工业生产不断向前发展,传统机加生产线中所遇到的问题、长期以来未攻克的难题也都逐渐得到解决,在产品质量保证能力不断提升的同时,制造成本也得到很好的控制。
采用倒立磨加工凸轮轴,可以避免凸轮轴在加工中因受自重而发生变形,使工件受力平衡,提高了产品加工精度和效率;在缸盖加工中利用加工中心内冷冲洗缸盖水道、凸轮轴室等异形曲面,解决了工序过程中的积屑和卡屑问题;模拟缸盖技术解决了缸体、缸盖在装配时出现的缸孔变形的工艺问题,保证了装配质量;气液混合MQL技术实现了准干式切削,减少了切削液的使用及对环境的污染;机群布置工艺实现了工序的集中,减少了辅助时间的占比,提高了设备利用率。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈