西门子S7-200 SMART 在码垛线上的应用
1 引言
国内的包装生产线在发展初期一般只能完成物料包 装,后续的搬运工作则由搬运工人来完成。随着产量的 日益扩大,传统的人工搬运方式显然无法满足需求,码 垛机械的出现为这一问题提供了有效的解决方案。
码垛机可以集成在生产线中,使生产现场变得智能 化,可以实现饮料、食品、日化等行业各种作业的码垛 物流,为企业改善工作条件,减轻个人体力劳动,减员 增效起到了关键作用。目前主流的控制系统采用 PLC+ 机 械手的方式,对整条生产线的末端产品进行整理、堆叠、 整垛输出等。
目前市场上主流的码垛线为单线输送系统,码垛能力 在 30~40 箱 / 分,具体的码垛能力视货物而异。本项目中 设计的码垛线为双线输送,码垛能力能达到 60 箱 / 分, 主要应用在食品行业。该码垛线通过 PLC 控制将两条生 产线上输送过的产品分别输送到对应的堆叠区,且通过触摸屏可设定不同的层数采用不同的堆叠方式,如第 1层按方式 1 堆叠,第 2 层按方式 2 堆叠,码垛方式灵活。

2 工艺要求
码垛线分为 A、B 两线,每条线均由以下部分组成: 入口输送带 1、入口输送带 2、入口输送带 3、分离电机、 转向电磁阀、转向滚筒、堆叠输送带,出口输送带等;A、 B 两线共用栈板供应系统和左右栈板输送带等设备。码垛 线装备实物图片如图 1 所示。
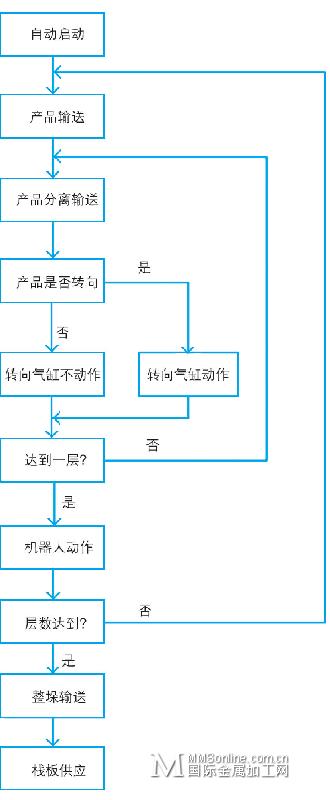
货物由入口输送带 1 进入,经过三个入口缓存输送带, 输送到分离电机处;分离电机分离后根据需要确认是否 转向 ( 如需转向则转向气缸动作 ) 并计数,PLC 进行判断 产品是否已完成一列。达到一列后控制推杆动作,将货 物整平。此时,PLC 发出 DO 信号给 ABB 机械手 (ABB 机械手与 PLC 通过硬接线连接 ),机械手动作抓取已完成 码垛的一列产品;当完成一垛后,堆叠电机动作,将已整垛输出;然后栈板供应启动,为缺少 栈板的堆叠区提供栈板,依次循环实现持续码垛。其工艺流程如图 2 所示。
3 自动化平台选型
鉴于该码垛机 I/O 点数较多 (DI 为 75,DO 为 40), 以及电控柜空间限制的需求,在系统选型时采用西门子 S7-200 SMART PLC 作为主控制器,因为 S7-200 SMART具备 60I/O 的大点数 CPU 以及高密度扩展模块,并且模 块体积紧凑,能够有效满足以上需求。码垛线上的转向 气缸、滚筒等动作频繁,高达 20~30 次 / 分,故采用晶体 管输出类型,外接中间继电器驱动大负载。在 HMI 选型上, 单线系统选用 7 寸屏即能满足要求,但对于双线控制系统, 需要显示的信息更多,最终选用 10 寸屏。同时,屏上集 成的以太网接口与 S7-200 SMART 无缝连接,编程调试、 设备通讯都很方便。电控系统配置如附表所示。
4 PLC 程序设计
4.1 结构化模块设计
由于码垛线控制点 数较多,程序较大,而 且 各 部 分 功 能 较 为 分 明,所以在软件设计时, 采用结构化编程的理念 可 使 程 序 结 构 更 加 分 明。程序设计分为主程 序和子程序两部分,主 程序中 AB 两线运行各 自调用相应子程序。子 程序主要有:开机初始 化程序、各设备手动控 制程序、入口计数子程 序、整列推杆初始化子 程序、自动运行子程序、 堆叠方式处理子程序、 故障报警子程序、系统 复位及数量清零等子程 序组成,如图 3 所示。
4.2 HMI 程序设计:
触摸屏程序分主画面及窗口调用 画面等总计 23 个画面。主画面用于 监视 AB 生产线运行数据,调用窗口 包括报警、手动控制、自动控制、堆 叠程序设定、箱体动作设定、帮助说 明等画面;读取或写入 PLC 变量总 计约 300 个。主画面和调用窗口画面 举例如下:
(1) 主画面:用于监视两条生产 线当前运行数据, 如当前程序 ( 配 方 )、每层设定箱数、设定层数,已 计箱区箱体数、已计当前层数等如图 4 所示。
(2) 奇数层箱体动作画面:奇数层 用于设定当层数达到奇数层时 ( 例 1 层、3 层、5 层等 ),该层即按本触摸 所设定的方式进行堆叠,如图 5 所示。
5 结束语
西 门 子 小 型 可 编 程 控 制 器 S7- 200 SMART 集成以太网接口,使用 低成本的普通线缆与编程设备通讯。 可拆卸的端子、紧凑的结构设计大 大节省了控制柜占用空间等特点。 Micro/WIN SMART 软件的子程序的 调用功能,相比较其他小型 PLC 编程软件更易于方便查找、浏览程序。 子程序可以做成功能块,在对多台 相同设备控制时只需反复调用即可, 程序结构更加清晰。
同其他 HMI 解决方案相比,西 门子 SMART LINE 触摸屏编程调试 更加便捷,集成的以太网接口可与 S7-200 SMART 等控制设备实现快速 的实时通讯,同时具备 65000 色真彩 显示,让操作员具有更好的视觉体 验,高分辨率使画面更清晰,画质更细腻。其新颖设计和传统触摸屏相比 具有更大的可视面积,单个画面中可 显示更多的信息。
通过实际的测试运行,采用 S7- 200 SMART PLC 和 SMART LINE 触摸屏的双线码垛生产线控制系统性 能可靠,相比之前的单线控制系统, 产能提升了 50% 以上。
作者简介
林开洪 (1981-) 男 技术工程师,现就职于福建华拓自动化技术有 限公司,从事 OEM 事业部电气及自 动化系统的设计、开发及成套调试。
参考文献
[1] S7-200 SMART 产品样本 [ Z]. 西门子
( 中国 ) 有限公司 .
[2] S7-200 SMART 系统手册 [ Z]. 西门子
( 中国 ) 有限公司 .
[3] Wincc flexible 2008 操作手册 [Z]. 西门 子 ( 中国 ) 有限公司
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈