YG18硬质合金激光焊接性能研究
讨论高含钻量的YG18硬质合金的激光焊接性能。以Cu作为填充材料,通过激光热导焊可以获得良好的钎焊接头。在激光深熔焊模式下,焊缝上部两侧WC的部分熔化不会导致明显的缺陷,焊缝下部则形成与热导焊模式下相似的钎焊缝。
硬质合金根据Co含量的不同,划分为不同的牌号,YG18是一种含钻量较高的烧结硬质合金。钻含量的提高使其相对于低含钻量的硬质合金而言,一方面在治金性能上表现出更多的金属性,另一方面,其焊接性能也获得了一定程度的改善.
在工业中常常要求将不同牌号的硬质合金结合在一起,如在石油勘探中,钻头就是由YG 18硬质合金为基体,钎焊多个YG8硬质合金刀头而成。由于新型钻头的硬质合金刀头切削端表层含有一层聚晶金刚石材料,焊接过程不允许刀头过热造成聚晶金刚石材料的破坏。而目前钎焊采用的加热方式功率密度较低,难以保证在满足上述条件的同时获得具有足够结合强度的焊缝。高功率工业激光器的聚焦激光束提供了极高的功率密度及局部快速加热、冷却的条件,有利于实现特殊材料之间的焊接。因此采用激光对不同牌号、不同成分的硬质合金进行焊接实验,并了解它们的焊接性能就具有重要的意义。
以前对含钻较低的YG8硬质合金的激光焊接,以铜为填充材料,采用激光热导焊模式,获得了很好的激光钎焊接头。在此基础上,本文采用激光作为焊接热源,以铜为填充材料,对YG18硬质合金进行激光焊接实验。
实验条件
实验采用3kW快速轴流CO2激光器(光束模式为TEM00+TEM01)和CNC数控机床。选用厚度为17mm的YG18硬质合金为母材,紫铜为填充材料,焊接过程中使用专用夹具将焊接试样固定在保护腔内,采用Ar气作为保护气体。
在焊接实验之后,使用CSM - 950扫描电镜(配TN5402能谱仪),进行硬质合金的钎焊接头形貌的分析。
实验结果
在热导焊实验时,在较低的激光输出功率(G700W)和扫描速度(0.15m/min)条件下,钎料及焊缝两侧的硬质合金基体较为均匀地受热,既没有产生温度过高的硬质合金熔化的区域,也避免了Cu的汽化、蒸发,熔化的铜有相对充足的时间来润湿硬质合金。图1是YG18硬质合金激光钎焊接头的电子显微形貌。中部为Cu层,两侧为硬质合金,在二者之间形成了很好的钎接接头,在整个焊缝的范围内,都形成了与此相似的钎焊缝。可见,作为填充材料的铜能够完全润湿硬质合金。扫描电镜较高放大倍数下观察发现,由于C。和Cu的适度熔化,使少量的颗粒状WC扩散到Cu层中。图2和图3分别是钎焊缝两侧的显微组织,其中颜色较深的部分是Cu层,通过对它的微区成分分析(图4)可以确定在其中弥散分布的是WC颗粒,这一部分WC颗粒在溶入到Cu液的过程中,发生了边界和尖角的部分溶解,从而形成了WC颗粒与Cu钎焊层界面上良好的冶金结合。

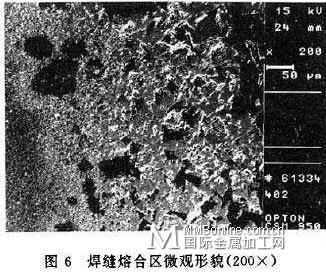
在小孔(深熔)焊实验中,窗口输出功率高,光斑直径小,因此激光功率密度很高,能够在极短时间内,熔化硬质合金,与Cu完全熔合在一起,焊缝形貌见图5。图5是焊缝熔合区的微观形貌。可以看出,YG18硬质合金在激光小孔焊条件下,也发生局部的熔化。与YG8硬质合金的区别,在于焊缝内并未产生明显的缺陷;在焊缝两侧的WC颗粒则在有限范围内出现了明显的聚集长大现象。
实验结果讨论
硬质合金与填充材料Cu之间的熔点相差很大,在实验中可以控制工艺参数,一方面使得铜在瞬时内充分熔化,以浸润硬质合金,另一方面,将硬质合金基体加热到较高的温度区间,使其能够更好地被填充材料所润湿,形成理想的钎焊接头。
在激光热导焊过程中,在整个钎焊区域中形成了良好、均一的钎焊缝。在钎料Cu熔化的同时,焊缝两侧硬质合金也发生了粘结剂Co的局部熔化,但硬质合金中的WC并没有分解为W及C单质,仅发生WC颗粒边界和尖角的局部溶解和向钎料Cu中的短距离位移,并嵌镶在Cu层之中;同时Co,Cu也发生一定程度的扩散,但扩散距离很短。这是由于钎焊缝的形成时间很短,钎料与母材没有来得及进行充分的扩散,钎焊过程就终止了。
在激光深熔焊过程中,激光功率密度很高,在激光直接作用的区域,硬质合金迅速熔化,并与Cu发生剧烈的熔合作用。由于YG18硬质合金本身的C。含量很高,因而在熔化后,甚至在WC颗粒聚集长大之后,在Cu和Co的粘结作用下,仍可以形成牢固的结合,并没有产生YG8硬质合金熔化后所出现的贯穿裂纹、气孔等严重缺陷。在小孔焊区域的下部,硬质合金没有达到熔化的温度,而形成了与热导焊相似的钎焊缝,在钎焊缝两侧也有与热导焊相似的扩散现象发生。
结论
1.利用激光进行YG18硬质合金的铜钎焊,能够形成很好的钎接接头,在钎焊缝两侧有扩散现象发生。
2.在热导焊模式下,可以获得较为均一的钎焊接头。
3.在深熔焊模式下,硬质合金的局部熔化不会产生严重的缺陷,硬质合金可以与Cu很好地熔合在一起,在焊缝下部,形成与热导焊模式下相似的钎焊缝。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈
