瓦尔特:高科技丝锥 - 研发真谛 新材料的攻丝
瓦尔特“Eco”丝锥是行业的佼佼者,多年来一直保持最佳畅销势头。为了应对新材料的加工挑战,瓦尔特提供了新一代高科技丝锥“Eco Plus”。通过大量的研发工作,“ECO plus”产品的性能上了一个新的台阶。
丝锥的质量和加工可靠性至关重要,因而在丝锥制造厂成功确定一道工序后,决不轻易更改,除非有很充分的理由。作为精密刀具专家的瓦尔特公司,肯定了解这一点。因此,瓦尔特专注于质量和持续性:1999年以来,用于盲孔螺纹(Walter Prototyp Paradur®)和通孔螺纹(Walter Prototyp Prototex®)的“Eco”丝锥产品系列已连续多年成为刀具细分行业最畅销产品之一。
"Eco-nomical"螺纹切削
尽管我们有大量长期使用的成功案例,但是在某些时候,即使最畅销的产品也会开始老化而需要更新。这是因为行业要求在不断变化,包括与使用的材料有关。这些材料越复杂,对加工这些材料的刀具就要求越高。汽车业的曲轴和凸轮轴的抗拉强度不断地增加。对于日益扩大的能源行业来说,稳定性是其核心竞争力之一。风电装置的转子通过成百上千个螺纹连接,旨在能承受多年的最大载荷。对于耐高温材料的应用而言,攻丝越来越具有挑战性。这促使瓦尔特的研发工程师研发出更加优秀的产品。通过长时间研发,在“Eco”的基础上,我们研发出了“Eco Plus”产品。“自15年前上市以来,‘Eco’(现在是‘Eco Plus’)就一直代表‘economic(经济性)',也就是说,最佳的性价比。这是一款优秀的刀具,”瓦尔特全球螺纹加工产品管理的负责人Timo Mager说。
材料创新带来的挑战
对于这类高品质丝锥而言,用户别无他求,只关心一件事情——稳定性。攻丝是工件的最后加工工序之一。也就是说,如果刀具断在孔中,那么通常来说,引起的损失无法估量。最理想的情况是,断在孔中的刀具还能侵蚀处理;最坏的情况是,整个零件报废。由于存在这类风险,你能够理解客户对丝锥的特别关注。即使只有细微的崩刃,他们也会快速更换刀具,不管它们还剩下多长的使用寿命。“由于材料和加工方法的变化,即使是Eco产品系列,也开始受到影响。人们老是抱怨丝锥崩刃或者刀具使用寿命的波动性增大”,TimoMager根据公司以往的经验表达了自己的意见。“我们无法接受这样的事实,我们必须赶上现代材料带来的日益增长的需求步伐,研发出新刀具。”
韧硬度还是硬韧度?
刀具最重要的因素是基材有最佳平衡的硬韧比。换句话说,保持刀具寿命与加工可靠性之间的平衡。瓦尔特Zell am Harmersbach工厂丝锥开发项目经理Jürgen Birk说:“咱门举一个可能是最为人知的例子——金刚石,我们知道它是最硬的材料。但是,不能随意敲打金刚石,否则,它将变得粉碎。为什么?因为硬度达到极点,表示韧性较差。因此,每一位机械加工人员的梦想是总所周知的‘橡胶金刚石’。我们还没有为Eco Plus丝锥开发出类似的新基体材料,但我们正在努力。”得益于一种特殊的热处理工艺(需要在相应温度下进行特殊的调质处理以及专门优化的后处理过程),瓦尔特工程师已经研发出了足够硬而且韧性大的粉末冶金高速钢基体材料。
这听起来简单,但实际上是一个非常漫长的过程,正如产品经理TimoMager所说:我们花了大量的时间研发,才最终明白韧硬比是丝锥崩刃增加的根本原因。最初,我们尝试了不同的磨削工艺和涂层。后来,我们集中全部的注意力在热处理工艺的参数上。这是把握正确方向的关键步骤。”
螺纹硬度测试
正如其他公司一样,瓦尔特研发人员也不愿意透露研发细节,但是,项目经理Jürgen Birk还是透露了一些蛛丝马迹。Zell有十多台先进机床投入研发工作。但是,这些十分引入注目的机械不是用于生产,而是专门用于标况下测试。钻头、铣刀和丝锥都重复同样的动作,他们全部由计算机自动控制。研发负责人一直坐镇相关测试机床。他监测工艺过程,评估刀具性能,而且在发生故障时,马上采取相应措施。“每次试验开始时,我们都要抽调经验丰富的主要技术骨干加入试验,”Birk说。“我们设计出3~5种基体,并制作了试验刀具。我们总是在同一台机床上生产试验刀具,以减少加工制造的影响。”然后开始实际试验:刀具在标准化材料上攻螺纹,直至刀具使用寿命结束。这涉及到数千个螺纹孔,需要花一周的时间。我们进行了一系列试验,涉及到采用5种不同热处理工艺生产的三个规格的刀具,试验持续时间长达约15周。尽管过程费时,但非常值得。
客户现场试验
试验阶段取得较好效果只是成功的开端,更重要的是用户现场应用。刀具性能只能通过在实际生产工况下的实践才能证明。为了确定刀具适合实际用途,瓦尔特共安排了47次现场试验。研发团队对试验结果相当满意:取得积极成果。换句话说:通过实践证明,与所试验的其他同类刀具相比,Eco Plus丝锥寿命更长,崩刃更少。6次现场试验得出了中性结果。他们达到的性能水平与其他同类刀具一样。实地试验中,没有得出负面结果。
瓦尔特在一家高精密传动技术公司的制造厂进行了一次实地试验。该公司生产齿轮箱、行星齿轮、伺服驱动器和专用驱动器等零件。试验中,选择了由不锈钢制成的锁紧圈作为试验工件。试验采用了一台松浦(Matsuura)加工中心攻盲孔螺纹,螺纹直径为M6,螺纹深度为16毫米。在线速度为5米/分时,内冷Paradur® Eco Plus 的使用寿命为1071个螺纹孔。其他同类刀具的使用寿命仅有720个螺纹孔,而且与瓦尔特丝锥相比,他们的切削参数降低到3米/分。因此,Paradur® Eco Plus性能优势为48%。
螺纹好,一切皆好
试验所取得的成功是瓦尔特研发人员的智慧结晶:“Eco Plus产品系列的新韧硬比和优化的表面组织结构完全适合所有复杂螺纹加工,”Birk说。“它不仅适合那些视可靠性为第一要务的客户,而且还适合整个金加工行业的用户安全的加工螺纹孔。Eco Plus代表了加工可靠性高,生产效率高。”Eco Plus产品系列可用于多种应用——不仅用于通用机械行业,也用于航空工业、汽车工业和能源行业。瓦尔特的这款丝锥几乎可用于所有材料:纯钛、短屑和长屑铝合金、球墨铸铁和可锻铸铁、350~1100 N/mm2的不锈钢以及350~1400 N/mm2的钢材。它的确是一款万能通用刀具,可提高加工过程的经济性,减少丝锥的种类。为了满足客户需要,让更多的客户从中受益,该丝锥产品系列在不断扩大,我们在2014年推出了加工UNC和UNF螺纹的产品。那么,现在还会出现丝锥崩刃吗?“这已经不是问题了,”TimoMager说:“2014年初,我们进行了分析,没有接到任何相关的投诉。”
照片1:

图文说明;螺纹产品经理TimoMager(左)、丝锥研发项目经理Jürgen•Birk(右)定期讨论Eco Plus的发展状况。
图片:瓦尔特公司
照片2:

图文说明;正在使用的瓦尔特PrototypParadur®内冷Eco Plus丝锥
图片:瓦尔特公司
照片3:

图文说明;瓦尔特PrototypParadur® Eco Plus丝锥
图片:瓦尔特公司
照片4:
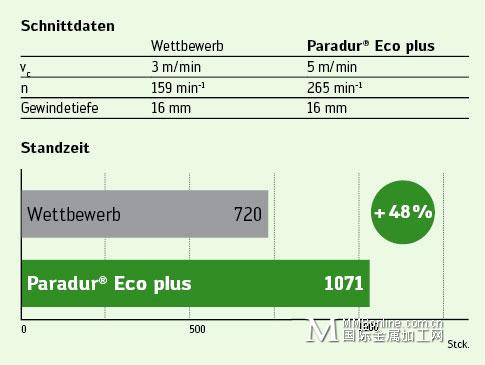
图文说明;在一家高精密传动技术公司的制造厂进行了一次实地试验;结论:经过实践证明,与同类产品相比,瓦尔特PrototypParadur® Eco Plus丝锥的性能优势为48%。
图片:瓦尔特公司
瓦尔特官方微信

声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈