肯纳金属在钛材料加工的市场竞争中胜出
【编者按】无论是在大型龙门机床上进行铣削加工,或是在小型加工中心上进行铣削加工,加工钛之类的高韧性材料一直都是艰巨的挑战。在加工硬质合金材料的同时又要面对提高加工效率的压力,这意味着在低速切削及大切削力的现实面前要确保金属切除率达到最大化。
对飞机制造商而言,卓越的生产效率意味着什么?简言之:亿万美元的效益。以行业巨头为例,在 2015 年 1 季度,美国波音公司在获取新订单和产品交付方面都超过欧洲竞争对手空中客车公司。尽管 1 季度通常是新订单增长缓慢的时期,但波音公司的订单交付却创造了极大的经济收益,波音公司在这段时期交付的飞机架数创造了历史最高记录。对于各种类型及规模的飞机制造商而言,其零部件供应链及供应商在生产 难加工材质的零部件时,生产过程的延误会导致订单的取消,而订单的取消会导致更换为拥有更佳性能设备的机床制造商。
法孚辛辛那提公司是一家熟谙此规则的高科技机床制造商;这家公司的 Hebron,KY 工厂生产高性能的辛辛那提加工中心,复合纤维铺放系统,以及多轴辛辛那提龙门机床。这家公司在全球范围内拥有超过 650 部龙门机床;天空中飞翔的每一架商业飞机都经过辛辛那提龙门机床的加工,这家公司这样描述。

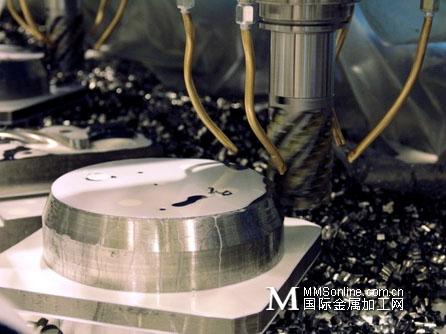
用于钛材料铣削的五轴 Fives Cincinnati XT 机床
辛辛那提 XTi Profile 龙门机床有三轴和五轴配置,是新一代的超级龙门机床,在许多方面都给人带来深刻的印象。该机床设计目的用于多种材料的加工,7000 rpm 主轴可对铝材料和钢材料进行加工,大扭矩(2523 牛米)主轴可对钛和其它硬质合金材料进行加工。在这家公司的产品宣传资料中,XT 机床被称为»唯一的多轴钛材料粗加工机床»,并创造了钛材料加工金属切除率(MRR)每分钟超过 100 立方英寸的最高记录。这些大型机床的 X 轴行程为 4267 毫米(拓展增量为 3658 毫米),Y 轴行程为 3683 毫米,Z 轴行程为 711 毫米;在选用肯纳金属公司生产的 KM4X100 刀柄及主轴系统后又刷新了最佳性能记录。
坚固的联接性能
无论是在大型龙门机床上进行铣削加工,或是在小型加工中心上进行铣削加工,加工钛之类的高韧性材料一直都是艰巨的挑战。在加工硬质合金材料的同时又要面对提高加工效率的压力,这意味着在低速切削及大切削力的现实面前要确保金属切除率达到最大化。为了解决这个问题,包括法孚在内的机床制造商将特种铣床和仿形加工中心的刚性提高,改善主轴的减震性能和机床构架的尺寸;这些措施是为了减少有害的的机床振动现象,以避免损害工件的加工质量,提高生产能力,并延长刀具的使用寿命。
尽管这些改进措施极大地提高了生产率,但刀柄及主轴系统长久以来仍然是最薄弱的环节。

五轴 XT 龙门机床的业务终端
刀柄及主轴系统是机床与切削刀具之间的联接面,确定了在特定应用中的材料去除量。原因在于该刀柄及主轴系统必须能够承受大负荷,同时还要保持其刚性性能,避免刀具出现严重变形,或是出现刀振。尽管主轴可以传递大功率扭矩,但在扭矩达到最大极限之前,切削力产生的弯矩可能已经超过联接装置能够承受的极限。在立铣加工应用中, 因为悬伸量通常很大,这种现象非常明显 - 所以刀柄及主轴系统的抗弯曲性能是限制性因素。举例而言,一个可转位螺旋刀具从主轴面的悬伸量为 250 毫米(9.84 英寸),直径为 80 毫米(3.15 英寸),该刀具在对 Ti6Al4V 材料进行 RDOC 为 12.7 毫米,ADOC 为 63.5 毫米,去除率为 360 厘米3/分钟的加工时,能够产生 4620 牛米(3407.5 英寸磅)的弯矩,以及不到 900 牛米(663.8 英寸磅)的扭矩。
肯纳金属公司生产的新一代 KM4X 刀柄及主轴系统通过采用大夹持力和更优化的配合级别,能够提供更有效的联接性能,更出色的刚性以及抗弯曲性能。对于钛材料加工厂而言,这意味着在高强度合金材料以及其它材料的加工中,可以显著提高加工性能,确保更高的金属去除率,以及每天可完成更多工件的加工。

KM4X100 主轴联接装置在确定最大金属去除率方面起着关键性的作用
改善机床设计方案
法孚辛辛那提公司的应用工程师 Robert Snodgrass 与肯纳金属公司的资深客户经理 Mike Malott 在大约 4 年前就开始合作,并对 KM4X 的性能进行了评估测试。»这个产品的设计非常优秀-这让我们对自己的机床设计有了新的思考,一个具备更好刚性的主轴可以满足客户更为高效的加工需求,并能提高客户的生产能力。»
»应当记得,典型的飞机结构零部件在初始加工阶段需要进行锻造加工,需要进行大去除量的切削加工,直至实现成品工件的尺寸要求,»肯纳金属公司的副总裁 Mark Huston 这样说到。»材料去除率 - 购买原材料的重量与加工至成品过程中的切削量之比可达到 4:1,8:1,在有些零件加工中甚至可达到 8:1。»
第一代的辛辛那提龙门机床在钛材料加工中因为受到机床结构,以及刀柄及主轴系统的限制,可以实现每分钟 4 立方英寸的金属去除率。在使用XT 系列的辛辛那提龙门机床,同时配合使用端面接触的 HSK 125 刀柄及主轴系统情况下,金属去除率可以提高至每分钟 50 立方英寸。在使用 KM4X 100 情况下,金属去除率实现翻倍,达到每分钟 100 立方英寸。

轻松通过“雪橇切削法”测试工艺:KM4X 主轴联接装置
»即使在每分钟 100 立方英寸的情况下,我们使用 KM4X 对 XT 龙门机床进行的基准测试表明,其性能远未达到机床的抗弯矩理论限度值,»Snodgrass 又说到。他指出,在上一代的测试中使用的大型 CAT60 锥型刀柄,在与 50 锥型刀柄相比时,就如驾驶坦克与驾驶 SUV 之间的对比一样。KM4X 与 60 锥型刀柄相比,金属去除率实现了翻倍。与 CAT50, HSK100, 或 KM4X100 相比,CAT60 的重量几乎是它们的两倍。
»这对主轴和机床设计方案的影响非常大,»法孚辛辛那提公司的产品经理 Ken Wichman 这样说到。»许多龙门机床都采用手动换刀方式,即使这些机床有自动换刀/刀具存储装置。KM4X 提高了抗弯矩性能,与 CAT 或 HSK 刀柄产品相比,在相同抗弯矩性能情况下,具有重量轻的特点。在人体工程学方面,这种产品特点对操作人员而言是个巨大的福音。对选择自动换刀/刀具存储装置的用户而言,KM4X 体积更小,在特定设备占地面积情况下可对更多的刀具进行管理。»
工作状态中的龙门机床
»我们帮助客户提高生产效率,对此我们感到自豪,»法孚辛辛那提公司的副总裁 Mark Logn 这样说到。»象 KM4X 之类的高效刀柄及主轴系统不仅对新型机床的设计产生影响,对现有机床的高效应用也产生了巨大的促进作用。这为现有机床的重大升级提供了机遇,同时对未来新型龙门机床的设计也产生了积极的影响。»
»钛材料加工行业需要设定新的低成本零件生产标准,XT 龙门机床为此提供的不仅仅是机遇,»法孚辛辛那提公司的执行副总裁 Chip Storie 说到。»机床采用大型横导轨、坚固型主轴、专用基座,以及高压冷却系统设计方案,我们期盼机床的金属去除率能超过每分钟 100 立方英寸。这将改变钛材料加工行业的现状。»

条件苛刻的»雪橇切削法»测试工艺是为测试最大切削扭矩及切削力而设计的,
安装 KM4X 刀柄及主轴系统的法孚辛辛那提 XT 龙门机床轻松完成该测试
附:雪橇切削测试工艺的分析
肯纳金属公司的资深客户经理 Mike Malott 多年来深入客户现场,在法孚辛辛那提公司的生产现场已被当作»家人»看待。他还注意到,法孚公司对切削刀具性能进行的»雪橇切削法»测试工艺已经在业内得到认可。
»在一个新型产品的研发过程中,我们需要制定一个非常严格的性能测试工艺 - 对于刀具产品而言是非常苛刻的,»应用工程师 Robert Snodgrass 说道。
测试要求使用刀具对一个钛材料工件进行大切深并带有持续弧度的切削,切削轨迹与雪橇滑道相似。»我们希望在同一切削过程中,将切削深度和切削扭矩达到最大化;在整个过程中允许机床按照最大功率工作,主轴/切削刀具在尽可能的情况下承受最大的切削力。»
有经验的操作员在加工钛材料时,最不愿意听到工件发出的啸音,因为在工件发出啸音后,就会发生机床或刀具失效的故障。但法孚公司在on YouTube 上发布的视频表明(https://www.youtube.com/watch?v=-0pcocy4IsE),在一个大切深,大宽度的测试切削中,尽管切屑堆积地象小山一样,并且还是五个独立的主轴,但机床仍然可以高效率地操作,并发出令人愉悦的声音。这表明设备具备的高性能,并且在未来还会有更多的改进。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈

