京瓷发售加工铸铁用MFK型多刃铣刀
京瓷株式会社开发出采用双面10刀尖规格,兼备加工稳定性和经济性的加工铸铁新铣刀(MFK型),将于近期在国内上市。

■开发背景
制造形状复杂的金属零件铸件,需要将熔融的金属浇铸到模具(铸模)中。铸件被广泛用于汽车引擎零件及建筑机械、机床零件。这类铸件的加工多采用排屑比钢件容易的灰口铸铁和球墨铸铁。但是,铸造后从铸模里取出的上床工件,由于形状复杂,难以在机床上固定,在切削阻力下,容易引起刀具振动及振纹,因此有必要降低切削阻力。此外,鉴于铸铁的特性,在工件上容易发生被称为“边缘切口”的边缘脱落的现象,因此,又需要有一种能够防止边缘切口,提高加工质量的刀片。
■新产品概要
本产品是采用新开发的双面10刀尖规格负角切片的加工铸铁用铣刀。负角切片在切片表里两面均有刀刃,容易使切削阻力变大,使锋利性变钝并产生振纹。为此,京瓷运用自主成型技术开发了可降低切削阻力、抑制颤振的新形状刀片。此外,在刀片的尖部加入了两个刀刃,形成了独创的双刃结构,克服了边缘切口,提高了加工质量。
本产品实现了铸铁加工的稳定性,可对应从粗加工到精加工的广泛加工条件,有利于提高生产效率。
■新产品的特点
1.配备了确保加工稳定性的双面10刀尖规格负角切片
1-(1).低阻力刀刃形状
新开发的切片是表里两面都有刀刃的负角切片。运用我公司培育的成型技术,在刀刃的尖端设置一个大的前角,从而降低了切削阻力,提高了加工稳定性。
此外,通过加大导角,降低轴向切削阻力,抑制了振动和振纹。
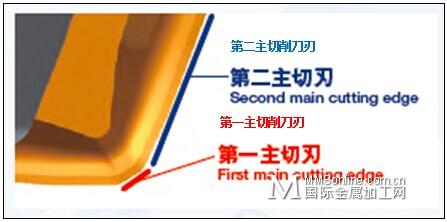
1-(2).采用双刃结构,抑制了切片的崩损及边缘切口
由于在切片的刀刃部加上了自主设计的带第一、第二两个主切削刀刃的双刃结构,缓和了接触工件时(切入时)的冲击,从而防止了切片的崩损及边缘切口,实现了稳定加工,并提高了加工面的质量。
2.开发铣削铸铁新CVD材料,提高了使用寿命和加工稳定性
在产品系列中加进了铸铁铣削新CVD※1材料CA420M。
CA420M系列在新开发的高靭性母材上涂布运用独创的结晶控制及成膜技术开发的新CVD层,提高了在铸铁加工中要求的耐磨损性,实现了长寿命和稳定加工,有利于提高生产效率。
3.可满足粗加工到精加工的广泛加工条件
由于刀杆、切片的形状及材质系列丰富,可以根据从粗加工到精加工的各种铸铁加工条件,提供优选刀具的最佳方案,以提高客户的生产效率。
※1. 这是通过化学蒸镀法进行涂布的方法,可以形成多层不同材质的膜,增加膜的厚度。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈

