如何改善点焊性能
【编者按】电焊看似简单,但是必须考虑和应对焊接过程可能出现的各种变化。虽然常规点焊设备可以设定各种不同参数,但需要了解如何调节各个设置,获得理想的结果。并且,就像烤蛋糕一样,最重要的是还需要有正确的点焊“工艺配方”。
量不合格的点焊看上去与质量好的点焊相似,针对如何避免不合格这个大问题,作者在文中列出了一些建议。他具有40多年的经验,希望能帮助大家改善电阻点焊(RSW)的性能。
一,接受RSW工艺的培训
金属成形工厂必须参考现有的工艺图表,其中含有适合点焊各种金属板材和厚度的推荐二次电流(焊接热)、焊接时间(通电时间)和顶锻压力( 顶锻力)的推荐设置。(注:这些数据仅作起始设置。)黄金法则是:如果采用了适当的焊接压力,一般参数设置为高焊接热、短焊接时间即可获得非常坚固、美观的焊接,即A类焊接工艺程序。
如果金属成形工厂使用的焊接设备太小,不适合焊接材料的厚度时,通常会选用B类和C类焊接工艺程序。
过去几年,熟练劳动力的退休、下岗,导致许多从事点焊的工厂缺乏自己的知识积累,但是也有一些提供相关书籍和培训课程的资源可资利用。如,美国焊接协会(缩写为AWS)常设委员会美国电阻焊制造联盟(缩写为RWMA),就有很好用的电阻焊手册出售,并就这一专题提供了各种技术文章。每年秋季,在美国国际焊接展览会(缩写为FABTECH )期间,该联盟还提供为期两天的电阻焊培训课程。
另外,AWS还准备为电阻焊工艺推出正式的认证计划, 毫无疑问,这将促进培训课程更有针对性地帮助用户参加阻焊技术人员资格(CRWT)考试。
二,选择适当的焊接设备
最重要的是要记住:选择一台可获得强度最佳的A类焊缝的机器,同时保留25%的可用电流和焊接压力。
大多数企业都没能力为自己挑选大小正好的设备,因此,需要听取经验丰富的设备制造商的建议。好的销售工程师只有在详细询问了需要焊接的材料、机器运行的速度之后,才会为设备报价。
因为一台RSW机的额定容量等级可能会因使用了低于RWMA标准50%的占空比而夸大,因此,一定要问清楚报价的机器是否满足那些标准。
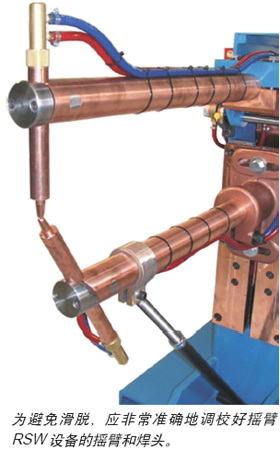
尽管由于采购价格相对较低,摇臂RSW设备使用较为普遍,但它们是通过水平动作使焊缝受力的。如果摇臂不能很好地对准,焊头经常会滑掉。因此,如果要求焊接表面美观、痕迹少,往往需要使用价格更高的垂直压焊设备。
焊接设备如果太大,也会造成和设备太小一样的问题。尤其当气缸直径过大,需要采用低于40 lb的空气管路压力才能达到需要的焊接压力时,更是如此。
焊接强度低于要求,可能是因为在金属板材达到熔融状态那一刻,本该进行恰当的锻焊,却发生了不适当的气缸跟进动作。
为适应汽车行业新型高强度钢的要求,RSW设备及控制系统制造商们大力钻研,取得了显著进展。如,带有中频直流三相变频电机的设备,由于具备传统单相交流电设备没有的优势,在工厂得到了普遍应用。
因此,为了确保品质,必须替换或者改造已经老旧的RSW设备,或者至少用新的可编程控制系统进行更新。
三,采用正确的设置工具
为了让点焊工艺图表更有价值,每一家工厂在采用点焊工艺时,均需一只专用的电阻焊电流表,来测量输出到焊头的RMS焊接分电流。而且,采用摇臂RSW设备时,水平动作的一些变化以及垂直动作压焊设备的冲击摩擦,会影响输出的焊接压力,工厂应配备直接读数的量表,来测量不同焊头之间的实际焊接压力。
使用电流分表和焊接压力表,可以使RSW设备操作人员通过科学的方法设置参数,而不是通过试错的方式。而且,如果需要作文档记录,现有的一些量表可以用作监测器来记录、储存焊接变量,备作参考。
四,使用拉伸测试机
测试点焊质量应该采用更科学的方法,而不是把焊接件简单地摔到地上。在视觉测量焊接强度和熔核直径时,机械剥离或凿子测试是一种比较有用的方法,但是最能确保检验质量的工具是拉伸测试机,可以一直将焊接试样拉至失效为止。如果焊接质量好,点焊后的剪切强度应超过原材料(如图所示)。

五,确定最优焊接规范曲线图
由于塑性范围大,低碳钢可以采用各种设备参数来进行点焊。但是,如果要达到理想的参数设置,金属成形工厂还需要对焊接设备进行测试,并用拉伸测试机检验结果。
出现在焊接规范曲线图底部的焊接强度是不可接受的,而在上部,则会出现喷溅。对焊接材料的理想参数设置进行归零校正时,操作人员应确定理想的焊接工艺配方,将那些参数作为生产运行的起始点。
随着电极磨损,焊接强度会变弱。但如果焊接强度在焊接规范曲线图可以接受的中部开始,而不是“凹凸不平的边缘”,则可以获得最稳定可靠的焊接工艺。
六,使用合适的电极头和手柄
焊头的选择对点焊的质量非常重要。市场上有很多不同形状和不同铜合金的电极可选。同样,应听取内行供应商的建议。
如,与选用偏心式电焊头相比,供应商会推荐选用偏心手柄加价格稍低的直焊头。另外,使用小的可替换的电极帽代替传统一体式电极,也可节约很多成本。
同时,为了尽可能延长电极使用寿命,可使用头部切割成45°的管子,迫使水进入焊头内冷却腔的底部。
七,尽早、经常地修整焊头
RSW工艺表通常推荐焊头与焊接材料有1/4英寸直径的接触面积。假定你已确定,所焊接的材料为了达到理想的焊接强度,需要9800 A。问题是:在其它因素都不变的情况下,焊头可以从直径1/4英寸迅速且毫不引人瞩目地扩大至 3⁄8英寸。实验室测试表明,为达到相同强度,需要使用22100A。这种情况下,会造成弱点焊,形成次品。

金属成形工厂有几种焊头修正的方法可选。而保持合适焊接面直径的最佳方法是,在完成预先设定的焊接次数,并远未达到会迅速扩大至超出控制范围前,即取下电极。可以用配备切削刀具的车床或钻床,在线下修理电极。
八,为电阻焊接而设计
金属成形工厂可以参考列出最小接触重合面的工艺图表,点焊金属板件的设计人员应考虑合适的法兰盘宽度,以免因喷溅导致焊接强度降低。另外,还需要仔细考虑焊接空间。如果焊点安排过密,会导致焊接分流。此时,部分焊接能量会从相邻的焊接点流失,从而导致焊接强度低于标准。
被焊接件的回弹也会困扰RSW加工。利用焊接设备的部分焊接压力,使部件强制性地压在一起,会导致顶锻不当。
九,购买质量公认优良的钢材
有时候,出现RSW问题可能是因为采购了价格便宜、折扣非常诱人的钢丝圈。钢材含碳量高,会导致严重的焊接问题,就像涂层厚度不一致会导致焊接问题一样。如果焊接设备调校不当,不能满足这些变化,看起来不错的焊接也有可能开裂。
十,制定定期预防性维护的计划
我们看到,RSW设备往往得不到该有的定期预防性维护。随着时间推移,设备会由于腐蚀和或由于将电流从变压器传送至焊头而造成铜与铜之间次级连接的多次放电而退化。因此,金属成形工厂应至少每年拆卸、清洗和紧固整个次级线圈。同时还需要定期检查压力输出系统,修理出现的任何气体泄漏或机械磨损。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈
