欧士机A丝锥系列技术回顾
A丝锥系列能适用于所有情况下的许多材料和应用
|
OSG的新型A丝锥系列的简介 图1是与客户就攻丝问题的资讯实绩(2013年上期),其中TOP3分别是崩刃折损、螺纹精度不良,烂牙切痕等切屑相关的问题,而他们大都是由排屑不畅所引起的。这三个问题造成了超过50%的丝锥问题。要想出使丝锥排屑顺畅,这对我们来说是非常大的挑战。 |
图1.攻丝加工中常见问题的讨论 2013上半年,我司与客户访谈中的实绩 |

此外,随着近年来加工材料的多样化和加工设备的高精度化,丝锥的使用条件也需要多样化对应。然而,随着可供选择的丝锥种类的增加,刀具的选定对于客户来说也成为了一个非常难的问题,因此迫切的需要创造一款新型的丝锥,使它可以面对各种加工需求。
OSG的新型A丝锥系列拥有稳定地排屑性并能适用于广泛的加工材料。它的一些最主要的特点和优势如下:
|
稳定的排屑性 在各种各样的切屑问题中,使用螺旋丝锥来加工盲孔,并能达到良好的排屑性是非常困难的,而这也是许多客户最头痛的问题。这是因为在加工盲孔时,切削碎片是被向上牵引的,他们能容易在此过程中被缠住。 为了解决这个问题并改善排屑性,OSG的新型A-SFT采用了一种不等导程的螺旋槽设计(图2),攻丝加工是通过切削锥部形成切屑,再经由螺旋槽将切屑排出的一个过程。通过改变[切削锥部]及[排屑部分]沟槽的导程?宽度,可以有效的控制切屑成形,从而大幅提高排屑性能。 |
图2.不等导程沟槽的说明
图3.以往丝锥和A-SFT的切屑成形对比 |


图3是以往丝锥与A-SFT就切屑成形的对比。一目了然的是,以往丝锥形成的切屑成形并不是很稳定,另一方面,A-SFT的切屑成形较为稳定,能够顺利排出。
| 广泛的切削领域
为了适应广泛的切削条件,A丝锥采用了耐磨性优良的粉末高速钢棒材以及耐磨损性耐溶着性优异的TiCN涂层。另外,为了对应高速的加工领域,所有的新型A丝锥系列都采用非常锋利的刃尖式样。 |
图4.切削领域示意图 |

图4是切削领域示意图。图为使用水溶性油剂时,加工中?高碳钢(S45C等)的切削条件。以往的丝锥只能在低于25m/min的速度下进行切削,而A-POT/A-SFT能以此3倍以上的速度进行加工。
然而,当使用进给不稳定的加工机械进行加工时,考虑到会有内螺纹精度不良的情况产生,所以在使用超过15m/min的速度领域进行加工时,我们一般推荐具有同步进给机能的加工机械。
图5和图6展示了A-POT和A-SFT在不同加工材料中切削条件。
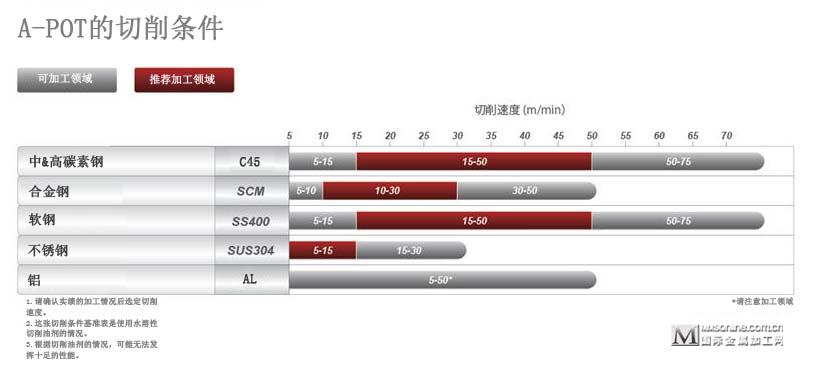
图5.A-POT的切削条件
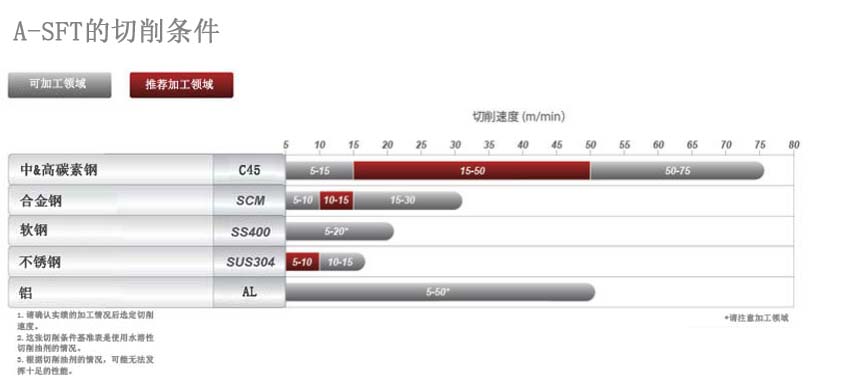
图6.A-SFT的切削条件
| 对应各种加工材料
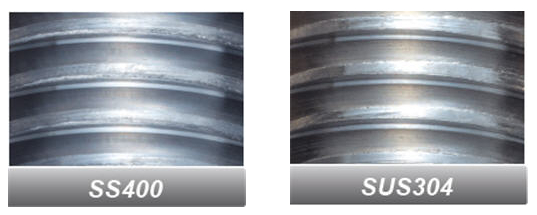
图7是加工软钢(SS400)和不锈钢(SUS304)这两种不同性质材料后内螺纹的外观照片。至今,能用一种丝锥来加工这两种很不同的材料,依旧是非常困难的。然而,A丝锥则可以很好的对应这两种材料。 |
图7.加工后内螺旋纹面的照片 |
以上是A丝锥系列的特点及优势。下面就A丝锥的加工案例进行介绍。图8是使用水溶性切削油剂加工不锈钢(SUS304)的2D深孔的一个案例。值得一提的是A-SFT的排屑非常良好,能稳定加工2D深孔以及即使是水溶性油剂的条件下也能做到0不良的加工。
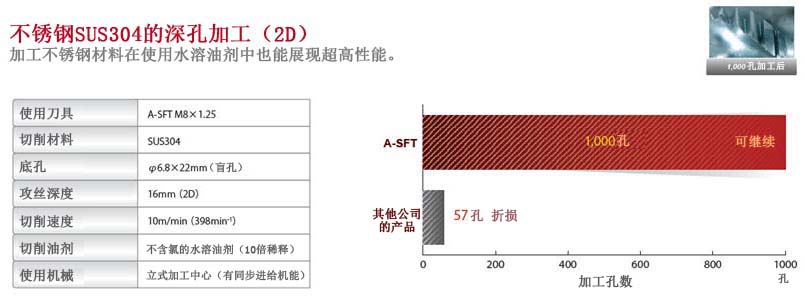
图8.加工案例1
图9是使用A-SFT在加工中心中高速加工时的性能演示。它在15,30和40m/min的速度下进行测试。在所有的情况下,A-SFT都表现出稳定的加工性能。
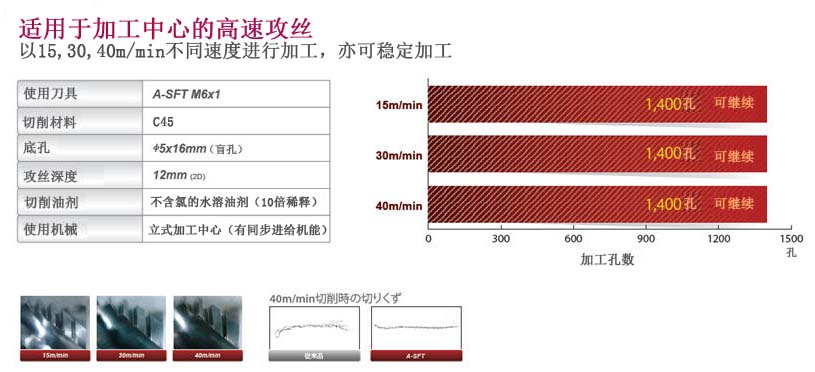
图9.加工案例2
图10是A-POT在具有同步机能的加工中心中高速加工的实例。与以往的涂层丝锥相比,A-POT的寿命达到了1.3倍,并且A-POT的寿命是其他公司涂层丝锥的1.6倍。
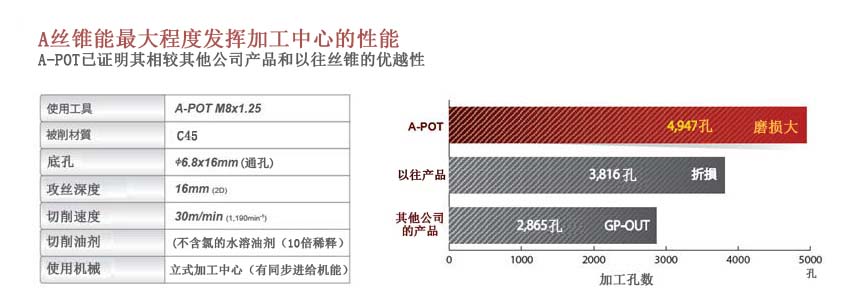
图10.加工案例3
总结
因为无与伦比的表现、稳定性和广泛的应用使所有新型的A丝锥系列能解决所有的丝锥问题。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈

