汽车前轴锥形主销孔的加工方案
汽车前轴是汽车的重要承载部件之一,其两端安装车轮,经悬架与车架或承载式车身相连接,用于在车架和悬架之间传递铅垂力、纵向力和横向力。另外,前轴还要承受悬架传递的制动力矩和侧滑扭矩,因此对其强度和疲劳可靠性、刚性方面都有很高的要求。
目前汽车前轴主销孔普遍采用锁销结构。该结构的优点是装配简单,便于零件的更换。汽车在运行过程中最大受力在主销孔处和钢板弹簧座处,而汽车前轴作为保安件,一旦出事故就可能导致车毁人亡。根据台架试验经验,50%的断裂都是从锁销孔开始的。因此带锁销结构的主销孔影响整个前轴的强度,同时加工过程中主锁销孔交叉距难以控制。也有的汽车前轴主销孔不带锁销孔,装配采用过盈配合,用压装方式或者对主销进行冷冻的方式。该结构可以提升前轴的强度,但其对主销孔直径、主销直径精度要求比较高,同时不利于零件的更换。
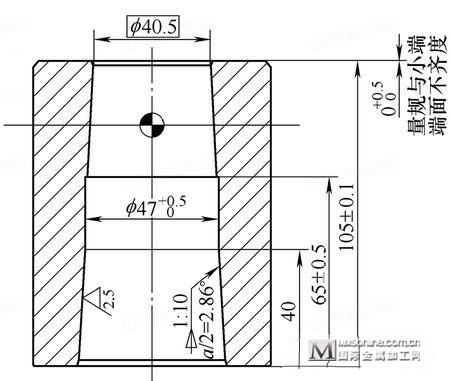
图1 汽车前轴主销孔锥孔结构
为此,公司设计出带锥度的主销孔结构(见图1),该结构不会影响整个前轴的强度,同时利于零件的更换。其要求涂色检查,接触面积要≥70%,表面粗糙度值Ra=2.5μm,端面齐面度≤0.5mm。本文主要探讨主销孔锥孔的加工方案,以供参考。
设备选择
我公司主销孔加工设备主要有卧式专用镗床,型号为GHC-U200046;立式加工中心,型号为VB-825A。如果采用卧式镗床加工,需要对设备进行改造,增加一数控平悬盘装置,平悬盘走刀和工作台纵向走刀同时工作就可以加工出锥孔。通过现场对设备调研发现,由于该设备老化,其系统和数控平悬盘的系统无法兼容,且镗孔失圆无法保证孔的接触面积,因此该卧式专用镗床无法加工主销孔。立式加工中心能完成铣、镗削、钻削、攻螺纹等工序,装夹方便,便于操作,易于观察加工情况,调试程序容易,应用广泛。因此选用立式加工中心VB-825A,其X、Y、Z行程为1400mm、825mm、700mm,主轴转速4000r/min,切削进给速度1~5000mm/min。
锥形主销孔加工方案
结合VB-825A实际情况,通过和刀具厂家沟通,确定采用1∶10的成形锥度铰刀进行该锥孔加工。通过分析,确定锥孔加工分为U钻、半精铰、精铰和镗直孔四道工序。在精铰之后发现φ47+0.5 0mm孔的表面粗糙度无法满足图样要求,因此增加镗直孔工序以保证其表面粗糙度要求。
装夹方式及夹具的分析
加工时采用一面双销定位,即以板簧面和两定位孔定位,采用液压夹具压紧板簧背部平面。在板簧面上安装角度面板,以满足前轴后倾角及内倾角的要求。
为了保证粗钻孔和铰孔的同轴,避免出现铰孔不均匀,造成锥孔直径尺寸超差、表面粗糙度值达不到图样要求,夹具需要一次装夹,夹具本体固定在设备上不允许移动。
由于拳头端面和主销孔的垂直度为0.05mm,且为特殊特性,因此必须保证该尺寸。主销孔和拳头端面必须一次装夹,一次加工。利用立式加工中心换刀系统在铣完主销孔平面之后调取铰刀进行铰主销孔,充分保证拳头端面和主销孔的垂直度。
由于装夹时拳头端面距离定位板悬伸距离较长(350mm),铰孔时切削力较大,会引起拳头端面的振动,主销孔端面产生振纹,因此在前轴的上端面需要有V形辅助支撑(见图2辅助支撑1),提高主销孔表面质量。
在铰孔过程中,有较大的轴向窜动力,而定位销只有φ25mm,难以承受如此大的轴向力,会造成锥形主销孔失圆,接触面积达不到图样要求的70%。因此在拳头前部需要有辅助支撑(见图2)。该辅助支撑有效减少加工过程中的轴向窜动,保证主销孔的圆度和锥形接触面积。
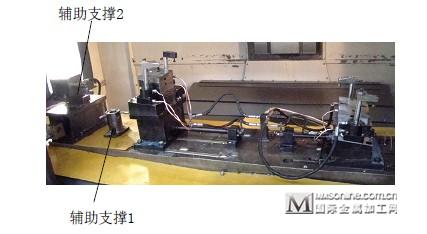
图2 铰锥形主销孔夹具
刀具要求
1)粗铰刀具硬度必须达到要求,保证加工之后无硬层,粗铰后留余量均匀,表面粗糙度值Ra<6.3μm。精铰刀要和主销孔的锥度保持一致,这样铰出来的孔才能满足图样要求。另外粗、精铰刀都要进行刀具寿命管理,加工一定数量零件后(我公司精铰刀为10件,粗铰刀为12件)要及时更换新刀具,实行强制换刀管理,有效保证铰孔的质量。
2)铰刀上需设置分屑槽,保证铰孔过程中切屑及时排出。结合产品实际情况,分屑槽距140mm,齿数三个;分屑槽左旋,螺距12mm,相邻两分屑槽交错分布。刀具刃口左旋,旋升角30°。
3)由于铰孔过程中切削力比较大,因此刀具增加五个冷却孔,保证加工过程中刀具充分冷却,提高加工质量。
切削三要素的合理选择
1)为了保证铰孔的同轴度,通过现场不断工艺试制,确定粗钻给后续的余量为2mm,半精铰的余量为0.5mm。
2)由于粗钻切削量较大,加工过程中切削力比较大,不易用较大的转速。粗钻采用HDD1-145 U钻,主轴转速n=650r/min,进给量f=22mm/r。
3)半精铰铰刀为K23D1-280,主轴转速n=60r/min,进给量f=3mm/r。
4)精铰铰刀为HDD1-141,主轴转速n=60r/min,f=0.5mm/r。
注意事项
1)为了保证产品质量,前三件要进行涂色检查,检查接触面积是否达到要求。
2)装夹零件时,需保证定位面必须干净无杂物,将定位孔准确放入定位销内,检查工件是否夹紧。
3)严格按产品质量和工艺规定的参数要求加工,认真执行工序三检制。
4)工装夹具上的定位销磨损间隙变大时,要及时更换。对自检过程中出现的不良品应当加以记录,同时做好标识并隔离集中存放。
5)为提高加工表面质量,加工过程中需要持续不断地提供切削液,保证切屑及时清理。
结语
通过以上做法,我公司为Volvo加工的前轴锥形主销孔合格率基本稳定于99.85%,锥孔着色率83%~95%,满足了客户的需求,取得了比较好的质量信誉和经济效益。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈